Rundumpaket für das automatische Testen
 Die Firma REINHARDT hat das breiteste Spektrum von Produkten zum Testen von elektronischen Flachbaugruppen, Modulen und Geräten aus eigener Entwicklung. Ihr Fokus liegt schon immer darauf, ihren Kunden ein Produkt zur Verfügung zu stellen, mit dem sie sehr schnell und kostengünstig zu einer Testlösung kommen, das aber mit hoher Prüfschärfe und zu geringen Kosten.
Die Firma REINHARDT hat das breiteste Spektrum von Produkten zum Testen von elektronischen Flachbaugruppen, Modulen und Geräten aus eigener Entwicklung. Ihr Fokus liegt schon immer darauf, ihren Kunden ein Produkt zur Verfügung zu stellen, mit dem sie sehr schnell und kostengünstig zu einer Testlösung kommen, das aber mit hoher Prüfschärfe und zu geringen Kosten. In den meisten Fällen wird die Verbindung zwischen Flachbaugruppe (= Prüfling) und Testsystem über gefederte Kontaktstifte hergestellt. Für eine Adaptierungslösung mit Prüfprogramm fallen häufig Kosten von 30.000 € und mehr, mitunter auch 50.000 € an. Solch hohe Kosten verteuern unnötig die eigentlichen Endprodukte und beeinflussen dadurch auch die Wettbewerbsfähigkeit.
Bei Baugruppen mit mittlerer Komplexität können sich REINHARDT-Kunden auch bei kleinen bis mittleren Stückzahlen mit Prüfkosten pro Prüfling zwischen 0,40 € bis 2 € für den kombinierten In-Circuit-Funktionstest einen Wettbewerbsvorteil schaffen. Für so ein Paket haben die Kunden neben einem kombinierten In-Circuit-Funktionstestsystem mit Adaptionsvorrichtung, z. B. dem manuellen Prüfadapter Typ 42A, auch ein automatisches Adaptererstellungscenter, das AAE-CNC 2. Mit diesem können sie auch für unter 1000 € ein Nadelbett (Trägerplatte mit gefederten Kontaktstiften usw.) inkl. In-Circuittestverdrahtung erstellen. Dieses Adaptionskonzept zeichnet sich vor allem durch die geringen Wiederholkosten aus, denn die Kosten für die Trägerplatte inkl. Beschlägen betragen 88 bzw. 120 € netto für die gängigen Größen.
Eine Software errechnet aus den CAD-Daten einen Adaptierungsvorschlag und erzeugt daraus auch ein entsprechendes Bohrprogramm, das die gefederten Kontaktstifte platziert. Das Adapterbohrcenter bohrt die Löcher und setzt die gefederten Kontaktstifte inkl. Hülsen in die Trägerplatte (Wechselplatte/Schublade), führt aber wenn notwendig auch Fräsungen aus für evtl. zu hohe Bauteile. Ein weiterer Vorteil bei REINHARDT ist, dass die sonst äußerst zeitaufwendige gezielte Verdrahtung zwischen den gefederten Kontaktstiften und der Übergabeschnittstelle zum Testsystem nicht gezielt durchgeführt werden muss, sondern willkürlich gemacht werden kann. Die Zuordnung der durchgeführten Verdrahtung erfolgt durch ein Softwaretool und eine Searchprobe in typisch 15-30 Minuten. Nur mit so einem Konzept ist es möglich, eine Adaption und meist inkl. In-Circuittestprogramm innerhalb eines Tages zu erstellen.
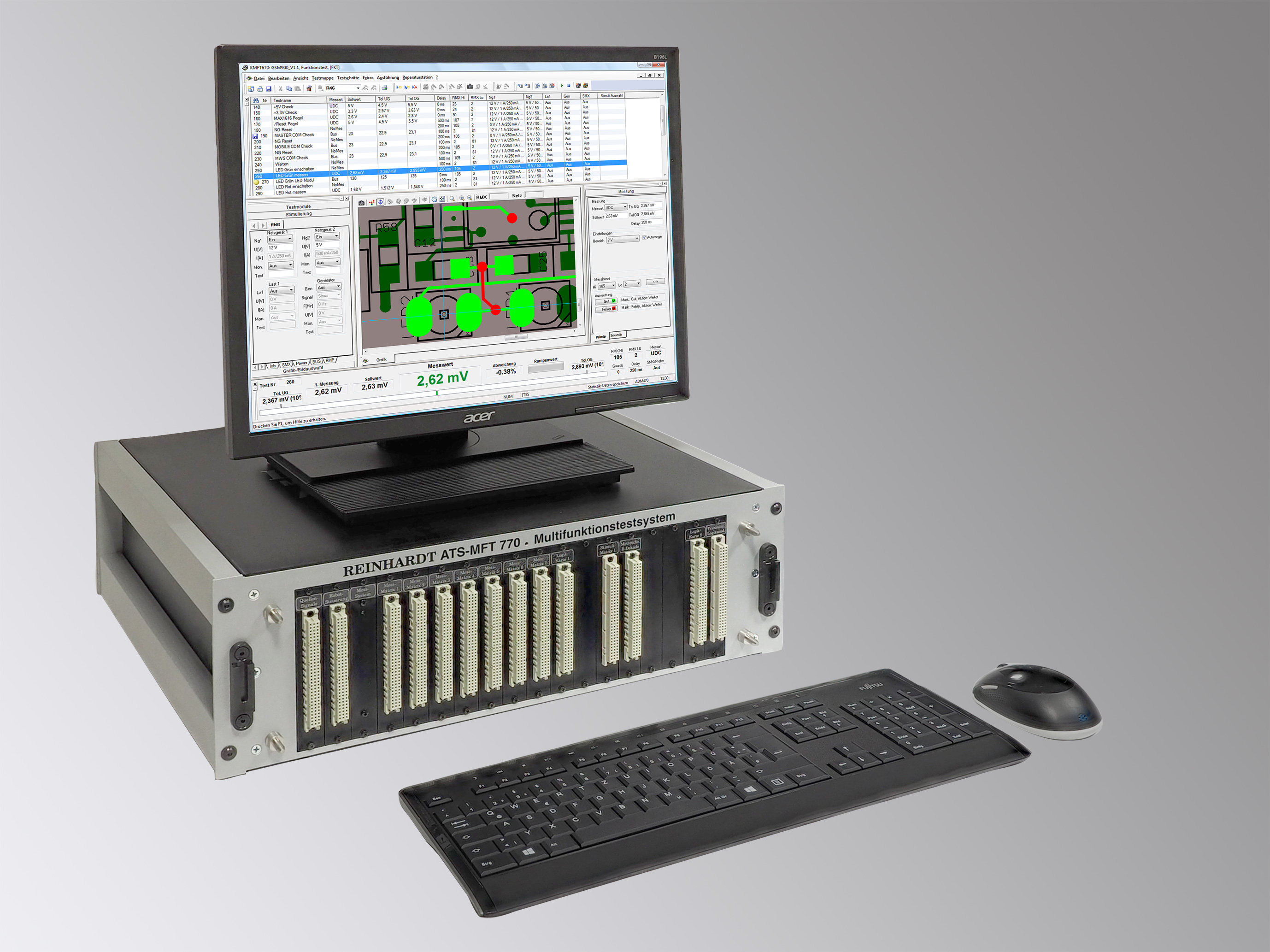 Die REINHARDT System- und Messelectronic GmbH versteht sich nicht als Hersteller von Turnkeylösungen, bietet aber ein "Werkzeug", mit dem Kunden, auch wenn sie es nicht ständig oder nur ein- bis zweimal im Jahr machen, sehr schnell eine Prüflösung erstellen können. Die Firma entwickelt und produziert seit 1979 eigene Testsysteme und hat viele tausend Lösungen für alle denkbaren Branchen begleitet und erstellt. Die Testsysteme "vom Praktiker für Praktiker" sind wesentlicher Bestandteil des Gesamtkonzepts. Ihr größtes Kapital ist die äußerst umfangreiche Betriebssoftware, die die Programmiersoftware zum Erstellen der Prüfprogramme für den In-Circuit- und Funktionstest und die eigentliche Prüfsoftware umfasst. In diese Software sind alle erdenklichen Tools integriert. So sind z. B. für die Programmerstellung auch Assistenten (= Wizards) enthalten, die dem Ersteller des Programms eine Hilfestellung bieten und gleichzeitig dafür sorgen, dass nichts vergessen wird.
Die REINHARDT System- und Messelectronic GmbH versteht sich nicht als Hersteller von Turnkeylösungen, bietet aber ein "Werkzeug", mit dem Kunden, auch wenn sie es nicht ständig oder nur ein- bis zweimal im Jahr machen, sehr schnell eine Prüflösung erstellen können. Die Firma entwickelt und produziert seit 1979 eigene Testsysteme und hat viele tausend Lösungen für alle denkbaren Branchen begleitet und erstellt. Die Testsysteme "vom Praktiker für Praktiker" sind wesentlicher Bestandteil des Gesamtkonzepts. Ihr größtes Kapital ist die äußerst umfangreiche Betriebssoftware, die die Programmiersoftware zum Erstellen der Prüfprogramme für den In-Circuit- und Funktionstest und die eigentliche Prüfsoftware umfasst. In diese Software sind alle erdenklichen Tools integriert. So sind z. B. für die Programmerstellung auch Assistenten (= Wizards) enthalten, die dem Ersteller des Programms eine Hilfestellung bieten und gleichzeitig dafür sorgen, dass nichts vergessen wird.So ein Testsystem stellt natürlich zur Versorgung und Stimulierung programmierbare Netzgeräte, Sinus-Rechteckgeneratoren, Möglichkeiten zum Flashen, Schnittstellen (USB, TCP/IP, RS232, 422, 485, CAN-Bus, I2C-Bus usw) bereit und natürlich ein Messsystem, das für einen Dauerbetrieb und schnelle Messungen konzipiert ist. Mit vielen weiteren Modulen kann das Testsystem auf die entsprechenden Anforderungen erweitert oder angepasst werden, u. a. mit dem REINHARDT Boundary Scan RBS 100, mit Leistungselektronik für den Automotivebereich oder für einen Baugruppentest unter Netzspannung 230 V. Dabei wurden für die Prüfadapter natürlich entsprechende Sicherheitsvorkehrungen getroffen, damit Mensch oder Sache nicht gefährdet werden. Dazu zählen auch Routinen wie das Entladen der Baugruppe, bevor sie aus der Adaption entnommen werden kann.
Neben manuellen Prüfplätzen ist das Testsystem auch dazu entwickelt worden, dass es in Inlinesystemen leicht integriert werden kann. Es bietet die nötigen Schnittstellen sowohl Hardware als auch Software. Es wurden auch Lösungen geschaffen, um einen noch höheren Durchsatz zu erreichen. Dazu gehört der Synchrotest RST 40, der einen Paralleltest ermöglicht oder auch das Tandemkonzept mit 2 identischen Adaptionen, mit denen abwechselnd eingelegt und getestet wird, das spart Handlingzeit. Der Mehrfachnutzentest ist selbstverständlich standardmäßig beim Testsystem integriert.
Mit einer dezentralen Reparaturstation lassen sich Lötfehler und defekte Bauteile exakt mit den jeweiligen Anweisungen grafisch auf dem Bildschirm anzeigen.
Für Qualitätssicherung und Traceability können alle Messergebnisse gespeichert werden. Die Prüfergebnisse können jederzeit auch statistisch ausgewertet werden, u. a. auch nach Prozessfähigkeit Cp und Cpk und auch mit Histogramm. Über eine ODBC-Schnittstelle können die Prüfergebnisse in eine externe Datenbank geschrieben werden.
Diese innovativen Testsysteme werden immer den aktuellen und zukünftigen Marktbedürfnissen angepasst, ohne jedoch Kunden mit über 20 Jahre alten Testsystemen bzw. Produkten zu vernachlässigen.
Sie können diesen Artikel laden unter art_1_11_18.pdf.
© 07.11.2018
