Das neue Multifunktionstestsystem ATS-MFT 770 nähert sich der eierlegenden Wollmilchsau des Prüffelds
In der Fertigung für elektronische Baugruppen werden die Ansprüche u. a. an die Qualität immer höher. Neue Technologien und Entwicklungen in der Elektronik, egal wo sie eingesetzt wird, sei es im Automotivbereich, in der Avionik oder der Medizintechnik, erfordern neue Maßnahmen, in der Qualitätssicherung, bei Traceability oder beim MES (Manufacturing Execution System). Das erfordert in der Produktionskette auch vom Testsystem kontinuierlich Weiter- und Neuentwicklungen. Wenn man z. B. den Automotivbereich betrachtet, wächst der Anteil der Elektronik kontinuierlich, man muss aber auch sehen, dass gleichzeitig auch die Qualität stetig gesteigert werden konnte durch die kontinuierliche Weiterentwicklung und Verbesserung des Produktionsprozesses, aber auch weil entsprechende Testmethoden und Analysen angewandt werden, die in die Entwicklung der elektronischen Baugruppen zurückgeflossen sind. Für die Produktion von elektronischen Flachbaugruppen in einem Hochlohngebiet wie Mitteleuropa ist es wichtig, durch hohe Automatisierung höchste Qualität und minimalen Ausschuss zu produzieren. Viele Produkte dürfen nach der Fertigung nicht mehr instandgesetzt werden, selbst einfachste Nacharbeiten sind oft vom Auftraggeber untersagt.
Die Produktionskette für elektronische Flachbaugruppen beginnt mit der Produktion und Herstellung des Bareboards. Bereits hier greifen viele qualitätssteigernde Maßnahmen. In den nächsten Prozessen wie Pastendruck, Bestückung, Löten werden durch optische Überprüfung die Fehlerquellen auf ein Minimum reduziert. Ein evtl. nachfolgender AOI (automatische optische Inspektion) kann einen geringen Teil der möglichen Fehler erkennen, aber nachfolgender Incircuittest und Funktionstest ist unverzichtbar. Aus Kostenersparnis und Unwissenheit wird darauf gelegentlich verzichtet, aber mit entsprechend hohen Risiken. Deswegen ist in vielen Branchen, vor allem bei sicherheitsrelevanten Baugruppen, ein Incircuittest mit anschließendem Funktionstest vorgeschrieben, auch wegen der Produkthaftung.
 Das ATS-MFT 770, die jüngste Testsystemgeneration, ist das leistungsfähigste Incircuit- und Funktionstestsystem mit den umfangreichsten Möglichkeiten, das die Firma REINHARDT je geliefert hat.
Das ATS-MFT 770, die jüngste Testsystemgeneration, ist das leistungsfähigste Incircuit- und Funktionstestsystem mit den umfangreichsten Möglichkeiten, das die Firma REINHARDT je geliefert hat.Die Anforderungen und Aufgaben für den kombinierten Incircuit- und Funktionstest werden zunehmend mehr. So wird z. B. im Funktionstest der elektronischen Baugruppe nicht nur die reine Funktion getestet, sondern auch Aufgaben wahrgenommen wie das Flashen einer Firmware, der Abgleich der Baugruppe inkl. Umgebungssimulation oder die Ermittlung von Stützpunkten, die dann in das jeweilige EEPROM geschrieben werden. Eventuell müssen auch optische Anzeigen wie Displays oder nur einfache LEDs ausgewertet werden. Alle Ergebnisse werden natürlich dokumentiert und können live z. B. über die ODBC-Schnittstelle in ein MES-System einfließen.
Obwohl die Geschwindigkeit des Incircuit- und Funktionstestsystems stetig wächst, kann das Testsystem in der Produktionslinie zum Flaschenhals werden. In einer Produktionslinie mit hohen Stückzahlen von Baugruppen wird aus verschiedensten Gründen, oft gerade bei kleineren Baugruppen im Mehrfachnutzen/Vielfachnutzen (mehrere Baugruppen eines Typs auf einem gemeinsamen Board) produziert aber auch getestet, weil für das Zuführen und die Kontaktierung der Flachbaugruppe typisch 6-8 Sekunden vergehen, und das ist sehr viel Zeit. Der RST 40 Synchrotest von REINHARDT ermöglicht es, einen parallelen Dreifach- oder Vierfachtest durchzuführen, genauso wie auch ein gemischten Test mit dem Incircuittest an einem Platz und dem Funktionstest am zweiten Platz. Daneben erlaubt das Modul die Fernprogrammierung und Fernsteuerung.
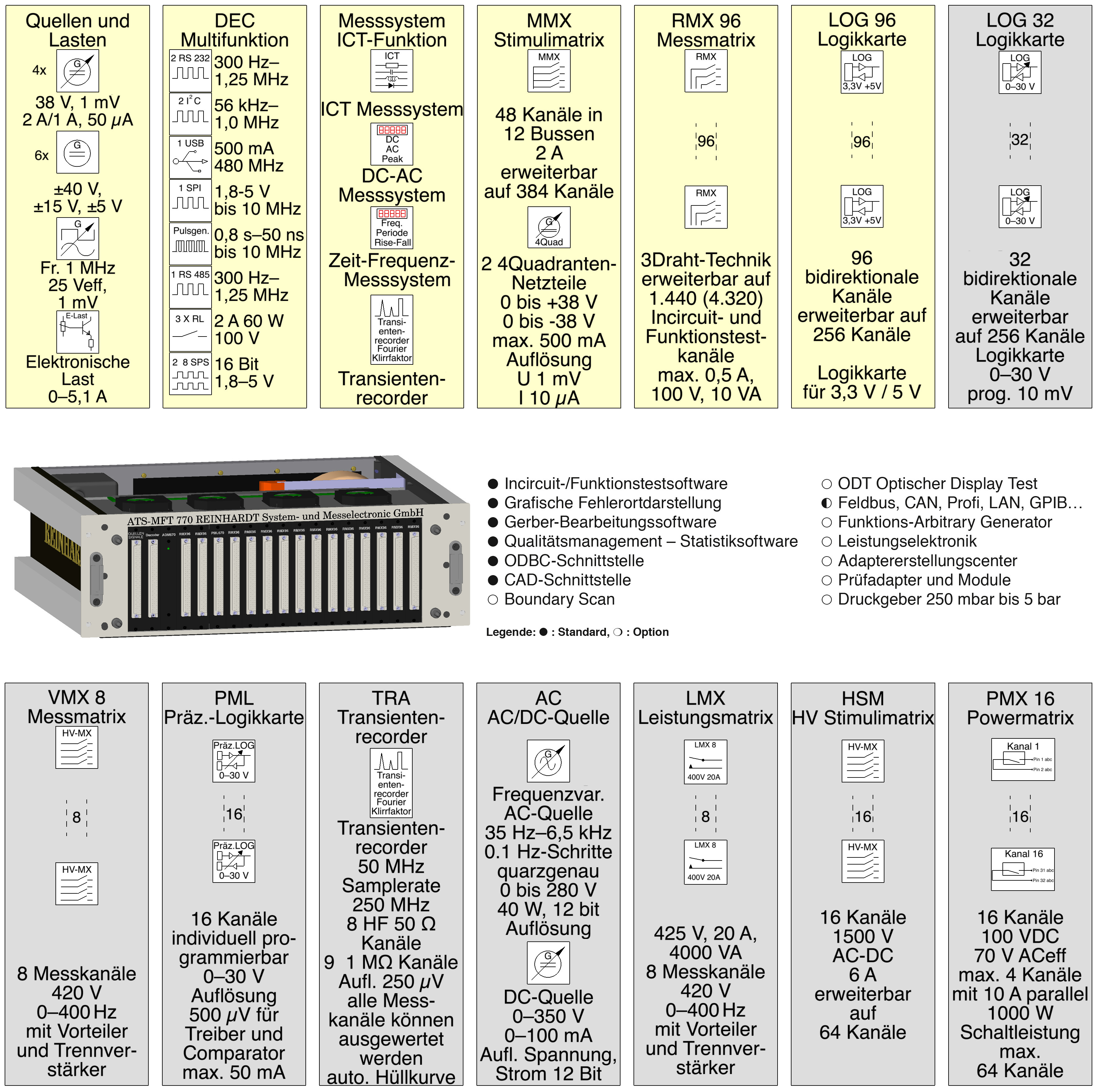 ie umfangreiche Basisausstattung des ATS-MFT 770 beinhaltet ein umfangreiches Incircuit- und Funktionsmesssystem, das einen Kontaktierungstest, Kurzschluss- und Unterbrechungstest, Lötfehlertest sowie einen Bauteiltest beinhaltet. Für den Funktionstest sind neben den Messmöglichkeiten wie denen eines Digitalmultimeters zusätzlich Messmöglichkeiten vorhanden wie Spitzenspannungsmessung, Zeit- und Frequenzmessung, Laufzeiten zwischen zwei Kanälen aber auch Ereigniszählung, Frequenzmessung usw. Auch die Möglichkeit einer Oszilloskopfunktion mit Hüllkurve zum Auswerten von komplizierten Signalverläufen steht zur Verfügung. Klirrfaktormessung und Fourieranalyse sind bereits integriert. 6 programmierbare Gleichspannungsquellen sind von 0 bis ±38 V in 1mV-Schritten programmierbar bis max. 2 A mit 50 µA Auflösung. Diese Quellen können sowohl für die Versorgung als auch für die Signalstimulierung eingesetzt werden. Der Sinus-Rechteckgenerator kann von 0 Hz bis 1 MHz programmiert werden. Der Sinusausgang hat eine max. programmierbare Amplitude von 25 Veff; der Offset des Rechteckausgangs ist programmierbar von ±25 V und das Tastverhältnis von 10-90 %, der max. programmierbare Strom beträgt 1 A. Zum Grundausbau gehört auch eine modulierbare elektronische Gleichspannungslast mit einem max. programmierbaren Strom von 5,1 A (OVP 5-100 V). Zur Basisausstattung gehören 192 Incircuit- und Funktionsmesskanäle (erweiterbar bis max. 4.320 Kanäle), so dass auch umfangreiche Mehrfachnutzen getestet werden können. 96 Logik- bzw. Digitalkanäle sind einstellbar auf 5 V oder 3,3 V. Das ATS-MFT 770 bietet auch die Möglichkeit der Erweiterung mit einem Hochspannungstest. So kann eine Einphasen-AC-Quelle von 0 bis 280 V ebenso integriert werden wie eine DC-Quelle bis 350 V und Schaltmodule bis 1500 V. Viele Schnittstellen wie SPI, RS232, 422, 485, USB, I2C, LAN, CAN-Bus, Profibus, LIN, E-Bus sind standardmäßig bzw. optional im System integriert und können komfortabel programmiert werden. Für die Integration in Produktionsstraßen stehen Parallelschnittstellen, Kommunikationsinterface und SMEMA zur Verfügung.
ie umfangreiche Basisausstattung des ATS-MFT 770 beinhaltet ein umfangreiches Incircuit- und Funktionsmesssystem, das einen Kontaktierungstest, Kurzschluss- und Unterbrechungstest, Lötfehlertest sowie einen Bauteiltest beinhaltet. Für den Funktionstest sind neben den Messmöglichkeiten wie denen eines Digitalmultimeters zusätzlich Messmöglichkeiten vorhanden wie Spitzenspannungsmessung, Zeit- und Frequenzmessung, Laufzeiten zwischen zwei Kanälen aber auch Ereigniszählung, Frequenzmessung usw. Auch die Möglichkeit einer Oszilloskopfunktion mit Hüllkurve zum Auswerten von komplizierten Signalverläufen steht zur Verfügung. Klirrfaktormessung und Fourieranalyse sind bereits integriert. 6 programmierbare Gleichspannungsquellen sind von 0 bis ±38 V in 1mV-Schritten programmierbar bis max. 2 A mit 50 µA Auflösung. Diese Quellen können sowohl für die Versorgung als auch für die Signalstimulierung eingesetzt werden. Der Sinus-Rechteckgenerator kann von 0 Hz bis 1 MHz programmiert werden. Der Sinusausgang hat eine max. programmierbare Amplitude von 25 Veff; der Offset des Rechteckausgangs ist programmierbar von ±25 V und das Tastverhältnis von 10-90 %, der max. programmierbare Strom beträgt 1 A. Zum Grundausbau gehört auch eine modulierbare elektronische Gleichspannungslast mit einem max. programmierbaren Strom von 5,1 A (OVP 5-100 V). Zur Basisausstattung gehören 192 Incircuit- und Funktionsmesskanäle (erweiterbar bis max. 4.320 Kanäle), so dass auch umfangreiche Mehrfachnutzen getestet werden können. 96 Logik- bzw. Digitalkanäle sind einstellbar auf 5 V oder 3,3 V. Das ATS-MFT 770 bietet auch die Möglichkeit der Erweiterung mit einem Hochspannungstest. So kann eine Einphasen-AC-Quelle von 0 bis 280 V ebenso integriert werden wie eine DC-Quelle bis 350 V und Schaltmodule bis 1500 V. Viele Schnittstellen wie SPI, RS232, 422, 485, USB, I2C, LAN, CAN-Bus, Profibus, LIN, E-Bus sind standardmäßig bzw. optional im System integriert und können komfortabel programmiert werden. Für die Integration in Produktionsstraßen stehen Parallelschnittstellen, Kommunikationsinterface und SMEMA zur Verfügung.Zum Grundpaket gehören neben dem RUDC, einer CAD-Datenimportschnittstellefür die sehr schnelle und einfache Incircuittestprogrammerstellung auch eine Software, mit der man aus den Gerberdaten der Platine einen Prüfadapter ebenso konstruieren wie auch den Fehlerort inkl. der Leiterbahnzüge grafisch darstellen kann. Die Software des Testsystems umfasst auch ein Tool zur Testgeschwindigkeitsoptimierung, das auf langjähriger Erfahrung basiert und die Testschrittreihenfolge so sortiert, dass max. Testgeschwindigkeit und geringst mögliche Hardwarebelastung ereicht wird.
Diese und viele Erweiterungen wie das REINHARDT-eigene Boundary Scan RBS100 lassen das breite Einsatzspektrum des ATS-MFT 770 erkennen.
Die Firma REINHARDT ist mit ihrer neuen Generation von Testsystemen ihrem Motto „Testsysteme für Praktiker“ treu geblieben, sowohl was die Programmerstellung, die Integration, den Serientest wie auch den Service betrifft.
Sie können diesen Artikel laden unter art5_17.pdf.
© 17.05.2017
