Automatische Testsystemlösungen für Incircuit- und Funktionstest
Vor etwa 40 Jahren hat das erste Testsystem für elektronische Flachbaugruppen, in diesem Fall ein Funktionstestsystem, als universales Endprodukt auf professioneller Seite den Markt erreicht. Das Testen ist weder Selbstzweck noch eine besondere Kür der Elektronik, sondern eine absolute Notwendigkeit, da es bis heute nicht möglich ist, fehlerfrei zu fertigen. Fehlerraten liegen heute typisch zwischen 2 % bis zu 40 % je nach Komplexität, Kompliziertheit und Erfahrung des Entwicklungsingenieurs. Leider müssen wir immer wieder feststellen, dass Entwicklungsingenieure vom nachfolgenden notwendigen Test nicht die geringste Ahnung haben, und selbst wenn, wird das einfach ignoriert. Ein weitsichtiger Entwicklungsingenieur sorgt dafür, dass die elektronische Flachbaugruppe, die er entwickelt, zuerst einmal fertigungsfähig ist, d. h. unter vernünftigen Kosten produziert werden kann und als Zweites, dass diese Flachbaugruppe testfähig ist und unter den Vorgaben des Design for Testability entwickelt und erstellt wird. Dazu gehören vor allem Prüfflächen oder Durchkontaktierungen, die als Prüfflächen genutzt werden können, damit jede Leiterbahn dieser elektronischen Flachbaugruppen kontaktiert werden kann. Wichtig ist dabei, dass die Kontaktierung mit Hilfe von Durchkontaktierungen auf eine Seite fixiert wird und dass robuste, langlebige und kostengünstige Prüfstifte gewählt werden.
Die Blütezeit der Testsysteme zum Testen von elektronischen Flachbaugruppen lag in den Jahren 1975 bis 1985. In diesem Zeitraum wurde ein großer Teil der Funktions- und später Incircuittester angeschafft, die sich in Preislagen von 400.000 bis über 1 Million DM bewegten. Entsprechend der Investition lagen die Adaptionen zu diesem Gerät damals zwischen 10.000 DM und 30.000 DM; die Programmierzeiten lagen im Funktionstestbereich bei 3-8 Wochen und im Incircuittestbereich zwischen 3-4 Wochen. Die Programme erstellten meist Softwareingenieure in Kommunikation mit Elektronikern. Später wurden Elektronikingenieure auf diese Software ausgebildet, was Schulungen nicht selten über 6-8 Wochen pro Jahr erforderte. Diese Art von Testsystemen befinden sich noch zu über 50 % in unseren Elektronikproduktionsfirmen. Viele Ingenieure haben sich mit diesen Produkten eine Lebensstellung geschaffen, mit der sie nahezu unkündbar sind; sie geben ihr Fachwissen möglichst nicht weiter, um ihre Stellungen für weitere Jahre halten zu können.
Da beim Testen von elektronischen Flachbaugruppen, ob Incircuit oder Funktion, keinerlei Veredelung der Baugruppen stattfindet und so auch keine Wertsteigerung zu erwarten ist, sind diese Kosten von rein wirtschaftlicher Seite schwer zu rechtfertigen. Nachdem aber Fehlerraten von 2 % bis 40 % als Tatsache anerkannt werden müssen, ist das Testen aus den verschiedensten Gründen notwendig, nicht allein um eine hohe Fertigungsausbeute zu erhalten sondern auch, um durch die verschiedenen Testmethoden Frühausfälle und kritische Situationen, die durch Falschbestückung oder defekte Bauteile entstehen, früh zu erkennen und so Ausfälle beim Kunden zu vermeiden, die extrem kostenintensiv sein können und vor allem das Image des Herstellers sehr stark beeinträchtigen.
Im 21. Jahrhundert sind Lösungen, die das Problem des Testens von elektronischen Flachbaugruppen in einen vernünftigen wirtschaftlichen Rahmen bringen und die Investitionskosten durchaus verträglicher – bei wesentlich mehr Leistung als bei den damaligen Testsystemen. Um Lösungen dafür zu schaffen, haben wir über mehr als 3 Jahrzehnte Marktanalysen in Deutschland gemacht. Wir haben herausgefunden, dass 77 % aller Firmen, die elektronische Flachbaugruppen herstellen, Stückzahlen zwischen 3 und ca. 5000 haben bei einer Typenvielfalt zwischen 50 und 500 Typen und Fertigungslosen zwischen 50 und 500 Stück, die in einem Zug geprüft werden. Etwa 7 % haben eine Typenvielfalt von etwa 10 Typen, bei denen die Stückzahlen bis in die Millionen gehen und Fertigungslose zwischen 20.000 und 100.000 Stück getestet werden. Der Rest teilt sich in Dienstleistungsfirmen, die alte Fertigungseinrichtungen, Eisenbahnen, Militärequipment usw. instandsetzen. Dazu gehört die Instandhaltung von Kraftwerkstechnik, Strickmaschinen, Webmaschinen, Abfüllanlagen, Verpackungsmaschinen, Maschinen für Lebensmittel- und Medikamentenherstellung, Instandhaltung von Eisen- und Straßenbahnen, Fahrzeugen sowie von Panzern, Torpedos, Navigationssystemen, Schiffselektronik, Radarsystemen und Flugzeugen. In diesem Bereich sind elektronische Flachbaugruppen teilweise 40, sogar 45 Jahre alt und müssen aus den verschiedensten Gründen am Leben erhalten werden. Um die Einsatzfähigkeit dieser elektronischen Flachbaugruppen sicherzustellen, sind Testsysteme nötig, meistens im Funktionsbereich.
Nachdem dieser Markt dank unserer jahrzehntelangen Untersuchung relativ transparent geworden ist, haben wir dafür die entsprechenden Testsysteme entwickelt. Zielsetzung waren Lösungen auf dem absoluten High Tech-Bereich bei einem Investitionspreis, der heute für einen kombinierten Tester, Incircuit-Funktion, mit max. 192 Kanälen bereits bei 15.000 Euro netto beginnt und mit Adaptionen, welche 300-500 Euro netto nicht übersteigen. Unsere größten Testsysteme überschreiten nur selten die Preislage von 80.000 Euro netto und sind wesentlich leistungsfähiger als die alten Riesen aus den Jahren 1975 bis heute. Die Messtechnik ist so stark weiterentwickelt worden, dass wir heute dank der SMD-IC-Technologie Lösungen auf kleinstem Raum mit geringster Leistungsaufnahme bei gleichzeitig höchster Schalt- und Messgeschwindigkeit nutzen. Ein weiterer Vorteil ist die Leistungsfähigkeit der heutigen PCs, die mit der notwendigen Software Prüfleistungen schaffen, die noch vor 10 Jahren als unmöglich galten und bei den alten Riesen völlig unbekannt waren. Während diese Testsysteme auf einen Elektronikingenieur mit perfekten Softwarekenntnissen ausgerichtet waren, sodass extrem hohe Kosten für die Programmerstellung die Folge waren, können wir heute davon ausgehen, dass 97 % aller Elektronikfacharbeiter PC-Kenntnisse haben und sich mit WINDOWS und dessen Bedienung auskennen. Auf dieser Basis haben wir aufgesetzt und unsere Software entwickelt, die bei einem Facharbeiter nur elektronische Grundkenntnisse mit möglichst 3 Jahren Praxiserfahrung in der Instandhaltung von elektronischen Flachbaugruppen voraussetzt. Er erstellt mit Hilfe der WINDOWS-Oberfläche das Programm für Incircuit- und Funktionstestaufgaben. Nachdem wir nahezu die einzige Firma der Welt sind, bei der der Chefentwickler über 40 Jahre Berufserfahrung vorweisen kann, Problemstellungen von mittlerweile 5000 Firmen analysiert und dafür Lösungen geschaffen hat, baut unsere Software auf über 25 Mannjahre an Programmieraufwand auf. Sehr viele Automatismen können auf unsere Grundprogrammierung aufgesetzt werden, z. B. die Identifizierung des Prüfadapters, sodass keine gezielte Verdrahtung vorausgesetzt werden muss. Der Pinkontakttest generiert sich bei einer bekannt guten Baugruppe in wenigen Sekunden automatisch. Der Kurzschluss- und Unterbrechungstest wird ebenfalls in wenigen Sekunden automatisch generiert. Beim Bauteiltest wird für eine ganze Reihe von heute üblichen Bauteilen bei Übernahme der Bauteilliste (BOM) das Programm automatisch erstellt. Bei gleichzeitiger automatischer Generierung von bis zu 8 Guardpunkten pro Bauteil wird das Debugging vorgenommen, sodass ein Programm für typisch 200 Bauteile in fünf Minuten erstellt wird. Es entsteht ein sofort lauffähiges Testprogramm, das über unsere standardmäßig mitgelieferte Statistik nach 50 Baugruppen in ca. 30 Minuten für die Serie optimiert wird. Selbst Spezialteile wie Abblockkondensatoren oder Varistoren, die nur eingeschränkt oder nicht getestet werden können, werden einwandfrei angezeigt und können dann vom Test ausgeschlossen werden. Zu jedem Test können Kommentare wie auch Reparaturerfahrungen eingegeben werden als Hilfestellung zur schnellen und exakten Fehlerortung durch das nachfolgende, später weniger qualifizierte Personal. Ein weiterer Vorteil unserer heutigen Testsystemgeneration ist die standardmäßige Möglichkeit beim ATS-KMFT 670, die volle grafische Fehlerortung auf dem Bildschirm vorzunehmen oder bei größeren Serien abzuspeichern und über dezentrale Reparaturstationen die Instandsetzung durch Anlernpersonal vorzunehmen.
 Im Incircuittest können wir Bauteile wie Widerstände, Kondensatoren, Induktivitäten, Optokoppler, Relais, Thyristoren, Transistoren, FETs, Analog ICs, IC-Defekte wie Kurzschluss nach VCC, Kurzschluss nach Masse, Bondingdrahtbruch, Kontaktfehler von Anschlussbeinen bei LSI-ICs (Beam Lead) sowie Dioden, Zenerdioden und LEDs mit voller Farberkennung messen. Unter Testsystemkontrolle lassen sich Tasten drücken sowie Markierungen, bestehend aus Farbpunkt oder Stempel oder Kreismarkierung in gravierter Form, bei erfolgreicher Prüfung vornehmen. Zu den reinen Incircuitparametern gehören auch der Polaritätstest von Elektrolytkondensatoren (Aluminium) oder Tantalkondensatoren. Da die großen LSI-ICs und BGAs in der Zwischenzeit mit Anschlussbeinbreiten von 0.5 mm mehr und mehr zum Standard werden und BGAs außer durch Röntgen überhaupt nicht mehr inspiziert werden können, ist eine Messmethode unbedingt nötig geworden, die wir bereits seit 15 Jahren anbieten, um den Fehler punktgenau grafisch anzuzeigen und den Fehler nachbearbeiten zu lassen.
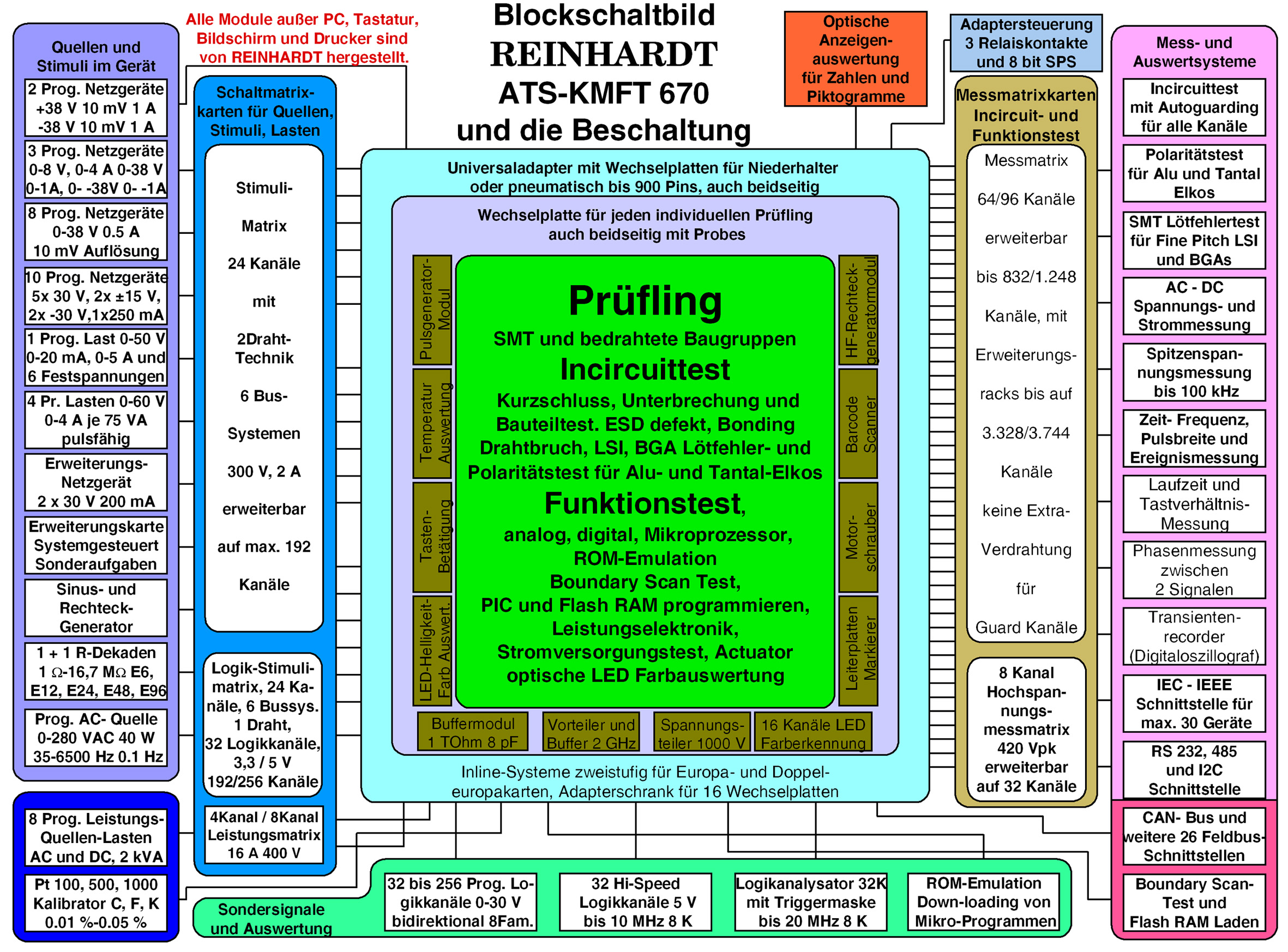
Im Incircuittest können wir Bauteile wie Widerstände, Kondensatoren, Induktivitäten, Optokoppler, Relais, Thyristoren, Transistoren, FETs, Analog ICs, IC-Defekte wie Kurzschluss nach VCC, Kurzschluss nach Masse, Bondingdrahtbruch, Kontaktfehler von Anschlussbeinen bei LSI-ICs (Beam Lead) sowie Dioden, Zenerdioden und LEDs mit voller Farberkennung messen. Unter Testsystemkontrolle lassen sich Tasten drücken sowie Markierungen, bestehend aus Farbpunkt oder Stempel oder Kreismarkierung in gravierter Form, bei erfolgreicher Prüfung vornehmen. Zu den reinen Incircuitparametern gehören auch der Polaritätstest von Elektrolytkondensatoren (Aluminium) oder Tantalkondensatoren. Da die großen LSI-ICs und BGAs in der Zwischenzeit mit Anschlussbeinbreiten von 0.5 mm mehr und mehr zum Standard werden und BGAs außer durch Röntgen überhaupt nicht mehr inspiziert werden können, ist eine Messmethode unbedingt nötig geworden, die wir bereits seit 15 Jahren anbieten, um den Fehler punktgenau grafisch anzuzeigen und den Fehler nachbearbeiten zu lassen.Weitere Probleme und extrem hohe Kosten entstehen dadurch, dass der Incircuit- und der Funktionstest in zwei verschiedenen Bereichen mit eigener Infrastruktur, eigenen Verantwortungsbereichen usw. durchgeführt wird. Der Prüfling wird zweimal gehandhabt und dann ggf. als funktionsgeprüft und fertig für den Markt übergeben. Unsere Zielsetzung ist es bereits seit 1988, kombinierte Testsysteme zu liefern, welche in einer Adaption (Prüfadapter) den Incircuittest, und wenn erfolgreich, den Funktionstest durchführen, ggf. Abgleichaufgaben oder Laden von FlashRAMs oder PIC-Prozessoren vornehmen und, wenn notwendig, Feldbussysteme wie CAN-Bus, Profibus etc. zum Test mit einbinden, um auch diesen Bereich zu überprüfen und ein funktionsfähiges Endprodukt zu liefern. Das Blockschaltbild gibt eine Übersicht über die Stimulierungs- und Messeinheiten, analog und digital, die die hohe Flexibilität unseres Funktionstests wiederspiegelt. Nachdem wir die Kontaktierung basierend auf dem Incircuittest bereits verdrahtet haben und für unsere Messkanäle nutzen können, müssen jetzt nur noch die Stromversorgungen und Quellen, analog oder digital, im Adapter verdrahtet werden. Je nach Komplexität der Baugruppe werden zwischen 10 und 30 Verdrahtungen am Adapter vorgenommen. Im weiteren Programmierablauf in derselben Softwareoberflächentechnik wie beim Incircuittest werden die Stromaufnahme und die Fest- bzw. Referenzspannungen des Prüflings gemessen. Danach werden die Eingänge des Prüflings in einen definierten wiederholbaren Zustand gebracht und die entsprechenden Ausgänge abgemessen. Anschließend werden die jeweiligen Eingänge mit Spannungen, Strömen, Frequenzen, Pulsen und seriellen oder parallelen Logiksignalen versorgt und zeitecht die Reaktion zuerst bei Clustern, d. h. verschiedenen Gruppen überprüft und, wenn diese erfolgreich sind, an den Ausgängen überprüft. Dieser Prozess sollte mit Papier und Bleistift unter Zuhilfenahme des Entwicklungsingenieurs oder der Entwicklungsvorgaben erfolgen. Die tatsächliche Eingabe in unser Testsystem und die sofortige Ausgabe ist selbst bei komplexen Programmen in 2-3 Stunden realistisch. Damit lässt sich der Funktionstest auch bei komplexen Baugruppen in weniger als einem halben Tag verwirklichen. Diese kurzen Zeiten sind dadurch möglich geworden, dass man bei Eingabe eines Testschrittes entweder erfolgreich lernen oder die Mess- und Grenzwerte vorgeben konnte, dann diesen Testschritt ausführt und die Messwerte per Tastendruck abspeichert. Wird dann dieser Testschritt dupliziert, braucht man nur die Eingangsparameter zu ändern und kann den nächsten Testschritt vollautomatisch erlernen.
 Im Funktionstest müssen je nach Produkt die verschiedensten Quellen und Messsysteme noch zusätzlich eingebunden werden. Alle notwendigen Spezialstimulierungsquellen und Messeinrichtungen können über COM-Bus, IEC/IEEE-Bus, GPIB-Bus, USB und Ethernet-Schnittstelle mit eingebunden werden. Über die flexiblen Programmieroberflächen können Geräte auch für Spezialaufgaben wie Hochfrequenz-Impedanzmessung, Funkgeräte-Messplatz oder Klirrfaktormessung usw. mit eingebunden werden. Es ist erstaunlich, dass diese Leistungsfähigkeit und Testmöglichkeiten mit so kompakten und kostengünstigen Testsystemen möglich sind.
Im Funktionstest müssen je nach Produkt die verschiedensten Quellen und Messsysteme noch zusätzlich eingebunden werden. Alle notwendigen Spezialstimulierungsquellen und Messeinrichtungen können über COM-Bus, IEC/IEEE-Bus, GPIB-Bus, USB und Ethernet-Schnittstelle mit eingebunden werden. Über die flexiblen Programmieroberflächen können Geräte auch für Spezialaufgaben wie Hochfrequenz-Impedanzmessung, Funkgeräte-Messplatz oder Klirrfaktormessung usw. mit eingebunden werden. Es ist erstaunlich, dass diese Leistungsfähigkeit und Testmöglichkeiten mit so kompakten und kostengünstigen Testsystemen möglich sind.
Die Adaption der Prüflinge ist ein wesentlicher Punkt, denn ohne die Kontaktierung des Prüflings besteht keine Möglichkeit, Messungen im Incircuit- und auch nur sehr eingeschränkt im Funktionstest vorzunehmen. Seit dem Jahr 1988 haben wir ein eigenes Adaptionskonzept – von den kleinsten manuellen Adaptern bis zu den größten Adaptern mit über 1000 Nadeln, die ebenfalls noch manuell geschlossen werden können. Pneumatische Adapter mit den entsprechenden Sicherheitsvorrichtungen sind selbstverständlich genauso vorhanden, um die Baugruppen auch vollkommen kraftlos zu adaptieren. Wir verstehen Testlösungen als Ganzes. Deshalb haben wir neben unserem extrem kostengünstigen Adaptionskonzept, mit individuellen Adaptionslösungen typisch zwischen 300 und 600 Euro netto, auch noch ein halbautomatisches Adaptererstellungssystem entwickelt. Wir nutzen dabei die Gerbersoftware zum Erstellen der grafischen Fehleranzeige für den Bildschirm und zum Erstellen der Prüfadapter. Dank einer Grundsoftware, die beim ATS-KMFT 670 standardmäßig vorhanden ist, können in typisch 30 Minuten die nötigen Softwarevorbereitungen getroffen werden, um die Baugruppe und natürlich die Fehler am Bildschirm grafisch darzustellen und den Adapter zu bohren. Das Adapterstellungssystem kann nicht nur den Adapter ohne jede Mechanikkenntnisse bohren, sondern danach auch die Prüfstifte vollautomatisch aus einem Magazin entnehmen und eindrücken. Die Fangstifte für die Zentrierung der Baugruppe werden in diesem Prozess mit gebohrt. Es verbleibt nur noch die WireWrap-Verdrahtung zwischen den Steckern und den Prüfstiften, die nicht gezielt, sondern vollkommen willkürlich erfolgen kann, sodass die Adaptionen einfach und kostengünstig in typisch 3–5 Stunden erstellt werden.
Nach unseren Erfahrung bei mehr als 2100 Installationen sind 7 Stunden Einweisung auf unsere Programmierung ausreichend, um das Testsystem im Incircuit- wie auch Funktionsbereich zu programmieren und das zu über 70 % mit Facharbeitern. Selbstverständlich sind weitere Schulungstage möglich, wir haben jedoch erkennen müssen, dass 7 Stunden meistens ausreichend sind. Ein wesentlicher Vorteil unseres Unternehmens ist, dass die Geräte extrem langlebig sind und von uns 20 Jahre lang unterstützt werden, d. h. Sie können auch nach 15 Jahren noch alle Ersatzteile, Serviceunterstützung am Telefon, in unserem Haus oder vor Ort erwarten.
Wir richten uns an alle Hersteller oder Reparaturbetriebe von elektronischen Flachbaugruppen. Bereits der Test im Incircuit- und Funktionsbereich bei Losgrößen von 50 ist nicht nur bezahlbar, sondern auch wirtschaftlich. Durch die einfache und praxisnahe Programmerstellung, die von Facharbeitern und Technikern ausgeführt wird, können selbst Betriebe wie Dienstleister-Bestückung, welche häufig keine hochqualifizierten Techniker haben, diese Testsysteme programmieren und einsetzen.
Alle genannten Preise verstehen sich als Nettopreise zuzüglich gesetzlicher Mehrwertsteuer.
Sie können diesen Artikel laden unter art408.pdf.
© 02.04.2008
