Neue Produkte - Neue Tools - Neue Features
Produktnews als PDF-Dateien
ATS-UKMFT 2 Neue Familie von In-Circuit- und Funktionstestsystemen
SteuerMod-Inline USB-Modul zur Einbindung des Testsystems in eine Fertigungsstraße
ATS-OS-Software Version 3.x inklusive REINHARDT Anwenderverwaltung
ATSGERB II Neue Software zur Bearbeitung der Gerberdaten
ATS-MFT 770 – neues Multifunktionstestsystem für elektronische Baugruppen
Softwaremodul RST 40 REINHARDT-Synchro-Test
Manueller Prüfadapter Typ 82C
Universell justierbarer Prüf- und Programmieradapter UJ 20
MWS 10 - neue REINHARDT-Wetterstation
Power-Matrix PMX 16
Neues Boundary Scan-Modul REINHARDT RBS 100 - digital und analog
ATS-UKMFT 2 Neue Familie von In-Circuit- und Funktionstestsystemen
 Das Basisgerät der Ultra-Kompakten Multifunktionstestsystemfamilie ATS-UKMFT 2 ist eine Neuentwicklung und darauf basiert das ATS-UKMFT 727. Da mittlerweile über 50 % der REINHARDT-Testsysteme im Inline-Test eingesetzt werden, ist dieses Multifunktionstestsystem auf die stetig zunehmenden Automatisierungsprozesse ausgerichtet und wurde für Lean Production designed: Mit nur 235 mm Breite bietet es neben geringem Platzbedarf auch einen geringen Energieverbrauch, hohe Servicefreundlichkeit und 100% Kalibrierfähigkeit.
Das Basisgerät der Ultra-Kompakten Multifunktionstestsystemfamilie ATS-UKMFT 2 ist eine Neuentwicklung und darauf basiert das ATS-UKMFT 727. Da mittlerweile über 50 % der REINHARDT-Testsysteme im Inline-Test eingesetzt werden, ist dieses Multifunktionstestsystem auf die stetig zunehmenden Automatisierungsprozesse ausgerichtet und wurde für Lean Production designed: Mit nur 235 mm Breite bietet es neben geringem Platzbedarf auch einen geringen Energieverbrauch, hohe Servicefreundlichkeit und 100% Kalibrierfähigkeit.Ein einziges Testsystem deckt den kompletten Multifunktionstest ab. Dazu gehört auch das Prüfen von Steuerungs- und Auswertelektronik oder das ISP Parallel Flashen von ICs (auch 100 Stück und mehr, z. B. bei Mehrfachnutzen Sensorik). Das komplexe ATE kann vom Kunden selbstständig mit Modulen aus dem Hause REINHARDT erweitert werden.
Die REINHARDT ATS-OS-Betriebssoftware bietet u.a. die automatische Testprogrammerstellung APG für den In-Circuit- und Funktionstest inkl. Mehrfachnutzentest, das ATSSTAT-Modul für die Dokumentation/Auswertung der Messergebnisse oder auch ein Kommunikationsinterface für die einfache Einbindung in eine Inlineanlage und ein MES-System.
Mit der REINHARDT ATS-OS Software werden die Prüfprogramme transparent und übersichtlich erstellt ohne zusätzliche Dokumentation und schneller als vielfach üblich. Bei vielen unserer Kunden erstellt ein guter Elektroniker die Prüfprogramme, nicht ein Informatiker oder Ingenieur.
Das neue Funktionsmodul RPSC REINHARDT Parallel Sequential Combination gehört zur Grundausstattung des ATS-UKMFT 727:
Die Nutzenbestückung spart in vielen Elektronikfertigungen Zeit und Kosten durch eine geringere Handlingzeit und eine bessere Führung gerade von kleinen Baugruppen. Beim High Volumen Test wird jedoch trotz Mehrfachnutzen ein kombinierter ICT/FKT/EOL-Test schnell zum Flaschenhals, denn lange Einschwingzeiten bzw. Initialisierungsphasen verursachen ebenso lange Prüfzeiten wie Baugruppen mit zu messenden Reaktionen mit einer längeren Verzögerungszeit.
Lösungen dafür sind bisher ein echter Paralleltest (teuer) oder Separieren (auch das ist teuer, denn die Baugruppen müssen mehrfach adaptiert werden). Mit dem neu entwickelten RPSC-Funktionsmodul erreicht man dagegen oft eine sehr wirtschaftliche Lösung inkl. exakter Fehlerortdarstellung auf der Einzelbaugruppe, Seriennummer-Zuordnung und selbstverständlich Dokumentation.
Optional steht für sehr hohen Testdurchsatz das RST40-Modul zur Verfügung, das einen Paralleltest aber auch einen Zehnfachtest ermöglicht.
SteuerMod-Inline USB-Modul
 Für eine noch einfachere und komfortablere Einbindung des REINHARDT-In-Circuit- und Funktionstestsystems in eine Fertigungsstraße wurde die zweite Generation des SteuerMod Inline-Moduls entwickelt, das jetzt in ein Hutschienenmodul mit Schraubklemmen integriert worden ist.
Für eine noch einfachere und komfortablere Einbindung des REINHARDT-In-Circuit- und Funktionstestsystems in eine Fertigungsstraße wurde die zweite Generation des SteuerMod Inline-Moduls entwickelt, das jetzt in ein Hutschienenmodul mit Schraubklemmen integriert worden ist. Das SteuerMod-Inline-Modul hat Eingänge für eine Start- oder/und Stopptaste für den manuellen Einsatz. Diese können selbstverständlich auch von externen Anlagensignalen verwendet werden (z. B. SPS). Ebenso werden wichtige Informationen ausgegeben, z. B. war die Baugruppe ok oder fehlerhaft oder es können auch Informationen abgefragt werden, ob der Prüfplatz noch arbeitet oder bereits fertig ist.
Eine komfortable Ampelsteuerung ist integriert. Eine rote Ampel zeigt einen fehlerhaften und eine grüne Ampel einen fehlerfreien Testdurchlauf an. Blau zeigt z. B. ein Halt an und signalisiert dem Bedienpersonal, dass ein Eingreifen erforderlich ist.
Das SteuerMod-Inline-Modul stellt 8 Eingangskanäle und 8 Ausgangskanäle zur Verfügung. Die Ausgänge können optional optisch/galvanisch getrennt werden.
 Die Umweltmessstationen von REINHARDT sind kompakt und langlebig konstruiert und werden aus Edelstahl und eloxiertem Aluminium gefertigt. Dadurch überstehen sie auch einen kleinen Sturz unbeschadet. Besonderes Augenmerk liegt immer auf einer schnellen und einfachen Inbetriebnahme und einem wartungsarmen Betrieb. Die Stationen eignen sich auch aus diesen Gründen hervorragend für den mobilen Einsatz. Vor Ort können dann die Umweltdaten aufgezeichnet (über viele Jahre) oder auch direkt ausgewertet oder übertragen werden.
Die Umweltmessstationen von REINHARDT sind kompakt und langlebig konstruiert und werden aus Edelstahl und eloxiertem Aluminium gefertigt. Dadurch überstehen sie auch einen kleinen Sturz unbeschadet. Besonderes Augenmerk liegt immer auf einer schnellen und einfachen Inbetriebnahme und einem wartungsarmen Betrieb. Die Stationen eignen sich auch aus diesen Gründen hervorragend für den mobilen Einsatz. Vor Ort können dann die Umweltdaten aufgezeichnet (über viele Jahre) oder auch direkt ausgewertet oder übertragen werden. Mobiler Einsatz: u. a. Umweltmesstechnik, Automobil- und Reifenhersteller, Vibroakustik, Energiewirtschaft, Luftfahrt, Agrarwirtschaft, Veranstaltungstechnik (Freiluft)…
Manueller Prüfadapter Typ 42C
 Der manuelle Flachbaugruppenadapter Typ 42C kontaktiert bestückte
Platinen für den Funktionstest und den In-Circuit-Test über gefederte
Kontaktstifte auf einer Nutzfläche von 360 x 320 mm. Auf der Rückseite
befinden sich zwei SR18VG-Schnittstellen zum direkten Andocken an ein
REINHARDT-Testsystem mit Erweiterungsgehäuse oder auch an externes Test-
und Programmierequipment.
Der manuelle Flachbaugruppenadapter Typ 42C kontaktiert bestückte
Platinen für den Funktionstest und den In-Circuit-Test über gefederte
Kontaktstifte auf einer Nutzfläche von 360 x 320 mm. Auf der Rückseite
befinden sich zwei SR18VG-Schnittstellen zum direkten Andocken an ein
REINHARDT-Testsystem mit Erweiterungsgehäuse oder auch an externes Test-
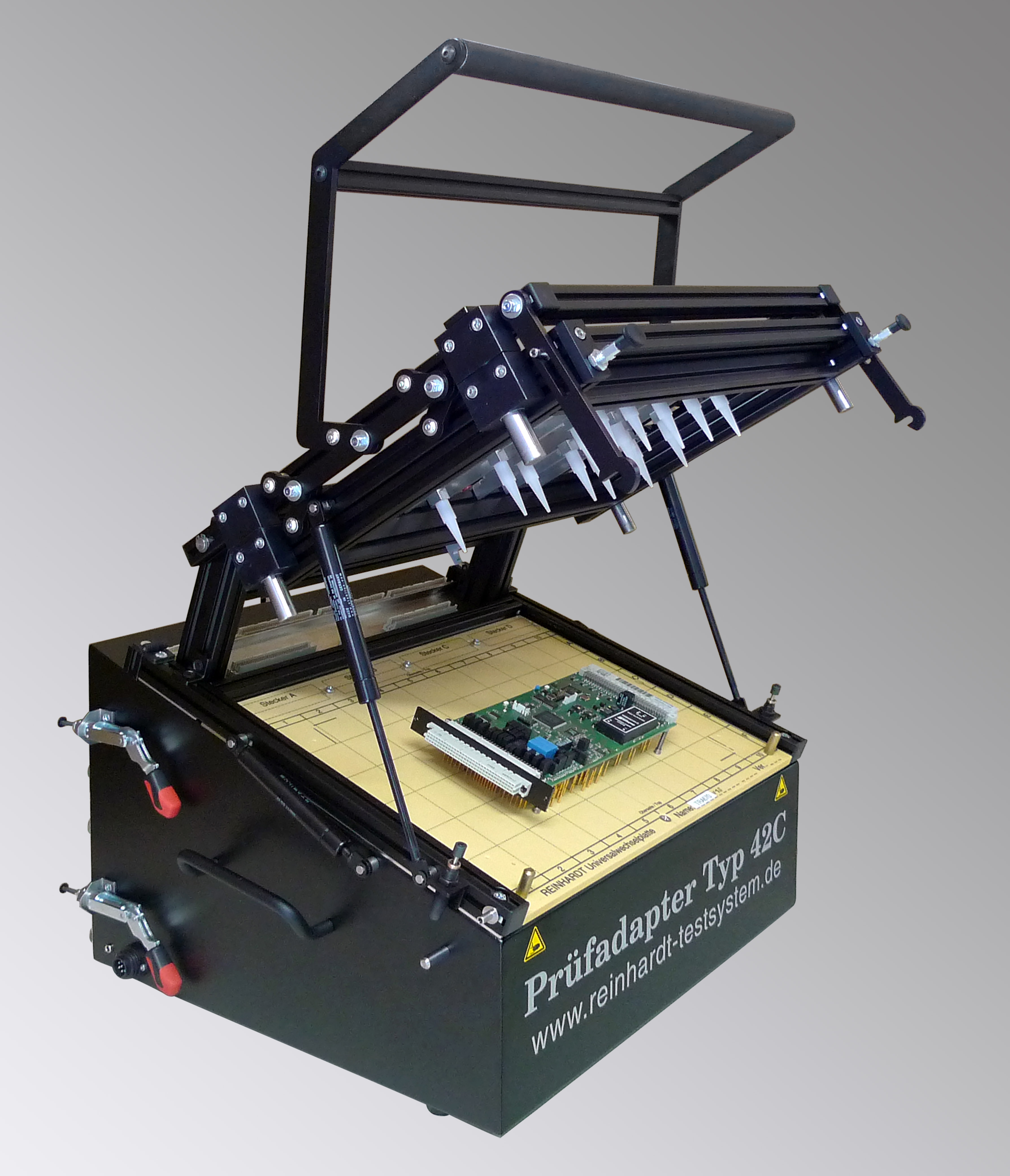
und Programmierequipment.Die auf dem Kniehebelprinzip basierende Mechanik drückt die Flachbaugruppe über eine austauschbare Niederhalterkassette mit sehr hoher Andrückkraft (2000 N) auf das Nadelbett. Dabei sind nur geringe Bedienkräfte erforderlich. Eine 4-Säulenführung garantiert eine hohe Präzision und exakten Parallellauf und ermöglicht so auch die beidseitige Kontaktierung mit gefederten Kontaktstiften. Das Oberteil des Prüfadapters kann im adaptierten Zustand geöffnet werden, so dass die Verdrahtung von unten zugänglich ist, ein äußerst praktisches Feature z. B. in der Editierphase.
Auf der Rückseite des Prüfadapters befinden sich bis zu 36 VG-Leisten und auf der linken und rechten Seite je ein 7-poliger Gehäuseeingangsstecker. Die VG-Stecker auf der Oberseite werden z. B. für die beidseitige Kontaktierung benötigt, um Signale in den Innenraum des Prüfadaptergehäuses zu führen.
Mit den kostengünstigen Sets aus Wechselplatte (Schublade für die gefederten Kontaktstifte) und Beschlägen lassen sich neue Projekte mit Wiederholungskosten unter 1000 € verwirklichen – inkl. gefederten Kontaktstiften, Fangstiften und Verdrahtung.
Für den Betrieb mit personengefährdenden Spannungen ist ein Berührungsschutz mit Sicherheitsschalter und eine elektrische Sicherheitsverriegelung gegen ungewolltes Öffnen lieferbar.
Für den Prüfadapter Typ 42 C steht ein großes Sortiment an Zubehör für Kontaktierung und Markierung von Flachbaugruppen, Tastendrücker u.a.m. zur Verfügung, das auf diesen Adapter abgestimmt ist.
Außenabmessungen: ca. 510 mm breit, ca. 540 mm tief, ca. 410 mm hoch
MWS 88-2 Umweltmessstation
 Die Umweltmessstation MWS 88-2 misst präzise Temperatur, Taupunkt,
Luftfeuchte, Luftdruck, Windrichtung und Windgeschwindigkeit,
Windspitze, Windchill und Winddurchschnitt. Sie basiert auf fast 40
Jahren Erfahrung in Entwicklung, Produktion und Vertrieb von
Umweltmessgeräten. Durch ihre kompakte Konstruktion ist die MWS 88-2
hervorragend für den portablen Einsatz geeignet. Ein Mix aus Edelstahl
und eloxiertem Aluminium verhindert Defekte bei einem kleinen Sturz.
Besonderes Augenmerk wurde auf eine schnelle und einfache Inbetriebnahme
und einen wartungsarmen Betrieb gelegt. Die Mechanik des Anemometers
wurde verstärkt, damit auch bei Extremwettersituationen der sichere
Betrieb gewährleistet ist.
Die Umweltmessstation MWS 88-2 misst präzise Temperatur, Taupunkt,
Luftfeuchte, Luftdruck, Windrichtung und Windgeschwindigkeit,
Windspitze, Windchill und Winddurchschnitt. Sie basiert auf fast 40
Jahren Erfahrung in Entwicklung, Produktion und Vertrieb von
Umweltmessgeräten. Durch ihre kompakte Konstruktion ist die MWS 88-2
hervorragend für den portablen Einsatz geeignet. Ein Mix aus Edelstahl
und eloxiertem Aluminium verhindert Defekte bei einem kleinen Sturz.
Besonderes Augenmerk wurde auf eine schnelle und einfache Inbetriebnahme
und einen wartungsarmen Betrieb gelegt. Die Mechanik des Anemometers
wurde verstärkt, damit auch bei Extremwettersituationen der sichere
Betrieb gewährleistet ist.Bei vielen unserer Umweltmessstationen wird ein regelmäßiger Nachweis über eine DAkks-Kalibrierung durch ein akkreditiertes Prüflabor gefordert. Aus diesem Grund wurde in das Gehäuse ein Druckstutzen integriert, der es erlaubt, eine Druckkalibrierung durch einfaches Anstecken eines Schlauches durchzuführen, ohne das Gehäuse zu öffnen. Das senkt die Kalibrierkosten, da keine Druckkammer benötigt wird.
Die MWS 88-2 hat „Alarmausgänge“, die bei Über- oder Unterschreitung von Parametern einen Schaltkontakt und eine Schaltspannung von 5 VDC bereitstellen. Dabei lassen sich die Messwerte von bis zu 3 Sensoren miteinander logisch verknüpfen, was vielfältige Steuerungen erlaubt (Gebäudesteuerungen, Heizungssteuerung, Entfeuchtung, Gewächshaussteuerungen, Windwarnungen, Frostwarnungen, etc.).
Die MWS 88-2 bietet außerdem die Möglichkeit, bis zu 16 zusätzliche Wetterstationen bzw. Sensoren anzuschließen. Damit kann man über 20 Messparameter redundant über eine Schnittstelle ausgeben. Mit der im Lieferumfang enthaltenen Software kann z. B. der Luftdruck von 2 Sensoren verglichen werden und wenn die Differenz bei Defekt oder plötzlichem Druckabfall einen Schwellwert überschreitet, eine Aktion ausgeführt werden.
Einsatzgebiete sind u. a. Umweltmesstechnik, Automobil- und Reifenhersteller, Vibroakustik, Energieversorgung, Luftfahrt, Agrarbereich, Petrochemie, Gebäudeleittechnik, Forschung, Touristik…
Technische Daten:
Durchmesser: 145 mm
Höhe: 330 mm
ATSGERB II Software zur Bearbeitung der Gerberdaten
 Die von CAD-Systemen erzeugten Gerberdaten werden zur Herstellung von Bareboard/Leiterplatten verwendet. Gerberdaten sind weltweit das meist genutzte Format. Gerberdaten sind Grafikbefehle mit XY-Koordinaten und Vektoren und dienen zur Steuerung eines Fotoplotters.
Die von CAD-Systemen erzeugten Gerberdaten werden zur Herstellung von Bareboard/Leiterplatten verwendet. Gerberdaten sind weltweit das meist genutzte Format. Gerberdaten sind Grafikbefehle mit XY-Koordinaten und Vektoren und dienen zur Steuerung eines Fotoplotters.ATSGERB II ist eine Software zur Aufbearbeitung der Gerberdaten, spezialisiert für den Adapterbau von Leiterplatten sowie zur Erzeugung der visuellen grafischen Darstellung vorgesehen.
Die Ergebnisse der Aufbereitung sind über die ATS-OS Systemsoftware u.a. im
- Pinkontakttest
- Verbindungs- und Isolationstest
- Pinabhebertest
- Bauteiltest
- Elko-Polaritätstest
- ggf. Funktionstest
ATSGERB II nutzt u.a. eines der gängigsten Gerberdatenformate, das RS-274-X-Format (Extended Gerber mit Blendeninformation) und errechnet aus den Vektoren der einzelnen Signallagen zu den ursprünglichen elektrischen Verbindungen zurück, so dass wieder eine komplette Leiterplatte mit allen Leiterbahnzügen daraus entsteht.
Diese komplette Neuentwicklung arbeitet mit neuen Algorithmen, was u.a. die Zuverlässigkeit bei der Rekonstruktion steigert und zu einer deutlich schnelleren Netzberechnung führt. Speziell für den „buried via process“ sind zusätzliche Unterstützungen eingeflossen.
Die übersichtlich angeordneten Menüpunkte erlauben u. a. neue Funktionen, eine neue Fangfunktion erleichtert z. B. das Platzieren von zusätzlichen Bohrungen/Pad. Die Möglichkeit, Linien einzufügen, ist besonders bei der Adapterkonstruktion von Vorteil und auch die Undo-Funktion ist sehr hilfreich. Über das Kontextmenü kann man ein oder mehrere Pads anklicken und z. B. den D-Code ändern oder Testprioritäten ändern. Die Live-Lageneinblendung ist ein weiteres, sehr nützliches Feature.
Die ATSGERB II-Software gehört zur Serienausstattung eines ATS-KMFT 670 bzw. ATS-MFT 770 Testsystems und ist Option bei der ATS-UKMFT-Familie. Für die jüngeren Testsysteme kann ATSGERB II teilweise zum Update-Preis nachgerüstet werden.
Erhöhter Durchsatz mit der REINHARDT-Tandembox
 Die Kunden sind immer wieder mit teils unerwartet steigenden Stückzahlen ihrer elektronischen Flachbaugruppe konfrontiert und da wird der Prüfplatz mit Incircuittest und Funktionstest mit IC-Flashen und evtl. Boundary Scan gerne zum Flaschenhals.
Die Kunden sind immer wieder mit teils unerwartet steigenden Stückzahlen ihrer elektronischen Flachbaugruppe konfrontiert und da wird der Prüfplatz mit Incircuittest und Funktionstest mit IC-Flashen und evtl. Boundary Scan gerne zum Flaschenhals.Maßnahmen dagegen sind:
- Kapazitätserhöhung durch zusätzliche Schichten
- ein kompletter zweiter Prüfplatz mit einem weiteren Testsystem und einer weiteren Adaption mit dem Nachteil hoher Kosten, allerdings gleichzeitiger Redundanz von Testsystem und Adaption
- der Möglichkeit, evtl. im Mehrfachnutzen zu testen. Dafür wird eine komplett neue Adaption benötigt und das Testsystem muss entsprechend erweitert werden; außerdem besteht die Gefahr, dass beim Nutzentrennen ein geprüfter Prüfling nach dem Prüfen beschädigt wird, was von manchen Auftraggebern mit sehr hohen Qualitätsansprüchen verboten wird.
Aus den gewonnenen Zahlen kann man ein eventuell vorhandenes Einsparpotential erkennen.
Die Handlingzeit an einem manuellen Prüfplatz (Adaptionsvorrichtung mit manueller Bedienung) liegt meist zwischen 5 und 8 Sekunden, bei einem manuellen/pneumatischen Prüfplatz sind es typischerweise 6 bis 9 Sekunden. Diese Zeit lässt sich durch einen Wechseladapter, gerne auch Tandemadapter genannt, komplett einsparen, vorausgesetzt, die reine Prüfzeit ist länger als die Handlingzeit.
 T-Box –Tandem- bzw. Wechseladaption
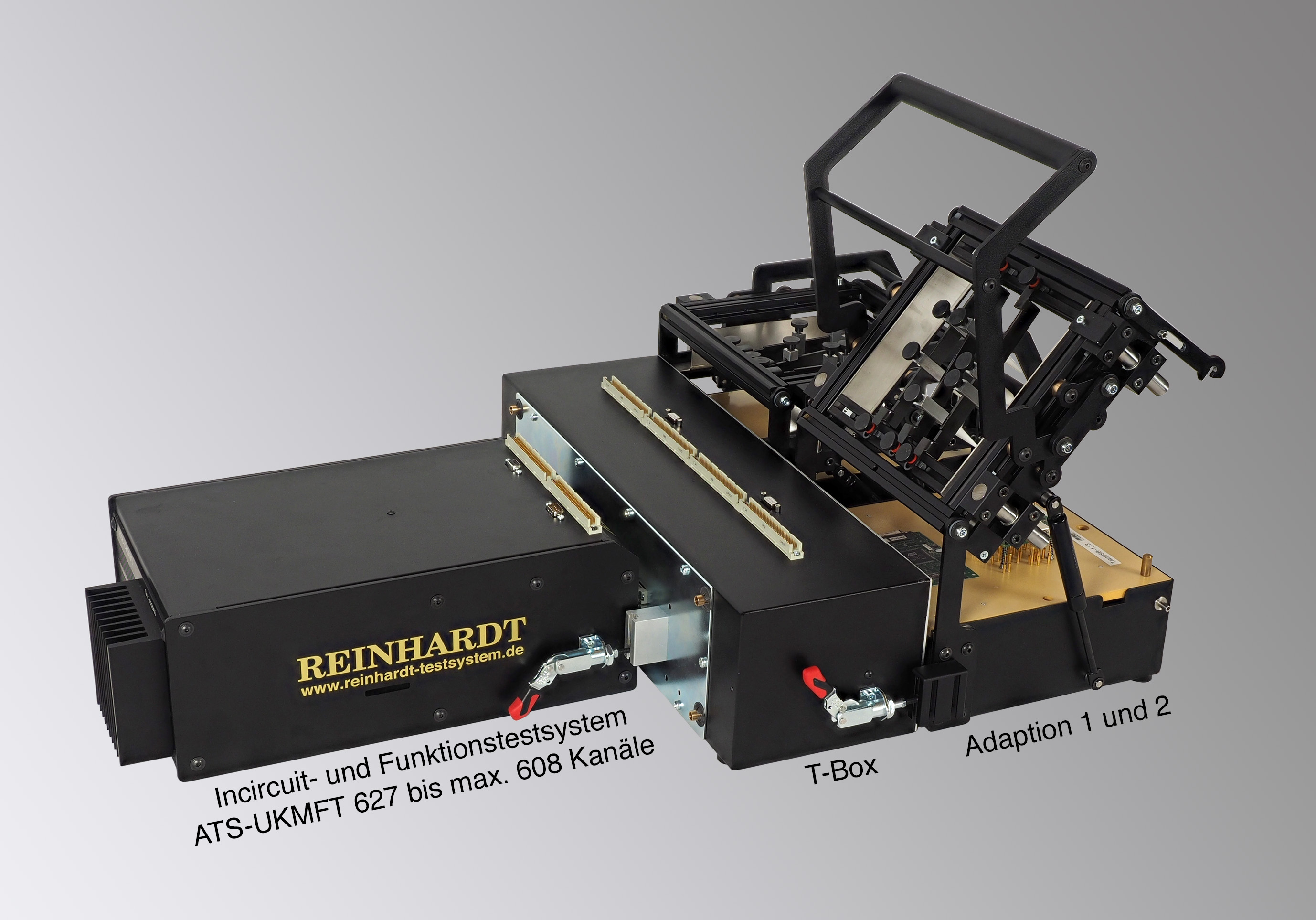
T-Box –Tandem- bzw. WechseladaptionBeim Tandem- oder Doppeladapter, das sind zwei identische Prüfadapter für den Incircuit- und Funktionstest an einen Testsystem, kann auf einem Adapter im kontaktierten Zustand z.B. ein Incircuit-Funktionstest durchgeführt werden, während beim zweiten Adapter ein neuer Prüfling eingelegt wird. Ist der Test beendet und ein neuer Prüfling bereits eingelegt, wird ohne Unterbrechung umgeschaltet und automatisch weitergetestet. Ein Vorteil der T-Box ist auch, dass ein Programmer in die T-Box gesteckt werden kann, der dann auch für andere Projekte verwendet werden kann und das bei kurzen Zuleitungen. Bei REINHARDT-Testsystemen ist die Tandemtestfunktion standardmäßig in der Software enthalten.
T-Box-RST als Paralleltester
Eine weitere Möglichkeit, die Durchlaufzeit /Taktzeit zu senken ist der Paralleltest, bei dem zwei Testsysteme parallel an die Rückseite der T-Box angedockt werden und zwei Adapter Typ 127 an die Front. Eine weitere Variante wäre, einen doppelt so großen REINHARDT-Prüfadapter vom Typ 42A oder 82 anzudocken und dann im Mehrfachnutzen bzw. mehrere, eingelegten Einzelbaugruppen parallel zu testen.
ATS-MFT 770 – neues Multifunktionstestsystem für elektronische Baugruppen
 Das neue Multifunktionstestsystem ATS-MFT 770M ist ein Incircuit- und Funktionstestsystem für bestückte Leiterplatten (Flachbaugruppen), Geräte, Module und Hybride mit allen Möglichkeiten für den Serientest , den Inlinetest, das Flashen, EOL wie auch den Einsatz im Lebenserwartungstest (z. B. mit Klimakammer) oder in der Entwicklung. Das ATS-MFT 770 ist das leistungsfähigste kombinierte Incircuit- und Funktionstestsystem, das REINHARDT je hatte. Das neue ATS-MFT 770 zeichnet sich u. a. aus durch leistungsfähige programmierbare Mehrfachnetzteile und eine standardmäßige elektronische Gleichspannungslast. Das zukunftsträchtige Backplane im System ist ausgerichtet auf neue Technologien und sorgt für eine höhere Kommunikationsgeschwindigkeit wie auch für höhere Messpräzision und ist auch für Hochspannungs- und Hochstromaufgaben gerüstet.
Das neue Multifunktionstestsystem ATS-MFT 770M ist ein Incircuit- und Funktionstestsystem für bestückte Leiterplatten (Flachbaugruppen), Geräte, Module und Hybride mit allen Möglichkeiten für den Serientest , den Inlinetest, das Flashen, EOL wie auch den Einsatz im Lebenserwartungstest (z. B. mit Klimakammer) oder in der Entwicklung. Das ATS-MFT 770 ist das leistungsfähigste kombinierte Incircuit- und Funktionstestsystem, das REINHARDT je hatte. Das neue ATS-MFT 770 zeichnet sich u. a. aus durch leistungsfähige programmierbare Mehrfachnetzteile und eine standardmäßige elektronische Gleichspannungslast. Das zukunftsträchtige Backplane im System ist ausgerichtet auf neue Technologien und sorgt für eine höhere Kommunikationsgeschwindigkeit wie auch für höhere Messpräzision und ist auch für Hochspannungs- und Hochstromaufgaben gerüstet. Das ATS-MFT 770 kann als Desktopversion oder als 19“ Einbauversion verwendet werden; seine Grundausstattung umfasst bereits ein umfangreiches Incircuit- und Funktionsmesssystem, leistungsfähige programmierbare Netzgeräte, 192 Incircuit- und Funktionsmesskanäle, 48 Stimulierungskanäle und 96 bidirektionale Logikkanäle. Eine Steuerung für Pneumatik- oder Vakuumadapter und den Inlineeinsatz ist ebenfalls standardmäßig integriert.
Das Testsystem hat extrem kurze Messwege, das ist wichtig für schnelle und vor allem auch präzise Messungen bei hoher Prüfgeschwindigkeit.
Bereits das Basissystem des ATS-MFT 770 ist mit einer umfangreichen Betriebssoftware für den Incircuit- und den Funktionstest ausgestattet, ebenso mit CAD-Datenimport, u. a. auch für Eagle, was die Programmerstellung für den Incircuittest erheblich reduziert.
Das ATS-MFT 770 bietet standardmäßige USB-, SPI-, 2 x I2C-Bus, RS232-, RS422/485-Schnittstellen und einen Pulsgenerator (PWM).
Das neue ATS-MFT 770 erlaubt das Ansprechen von z. B. 15 Messmatrixkarten RMX 96, insgesamt also 1.440 Messkanälen, mit Erweiterungsgehäusen bis zu 4.320 Messkanälen. Ein Hochspannungsbus ist für zukünftige Module vorhanden.
RST 40 REINHARDT-Synchro-Test
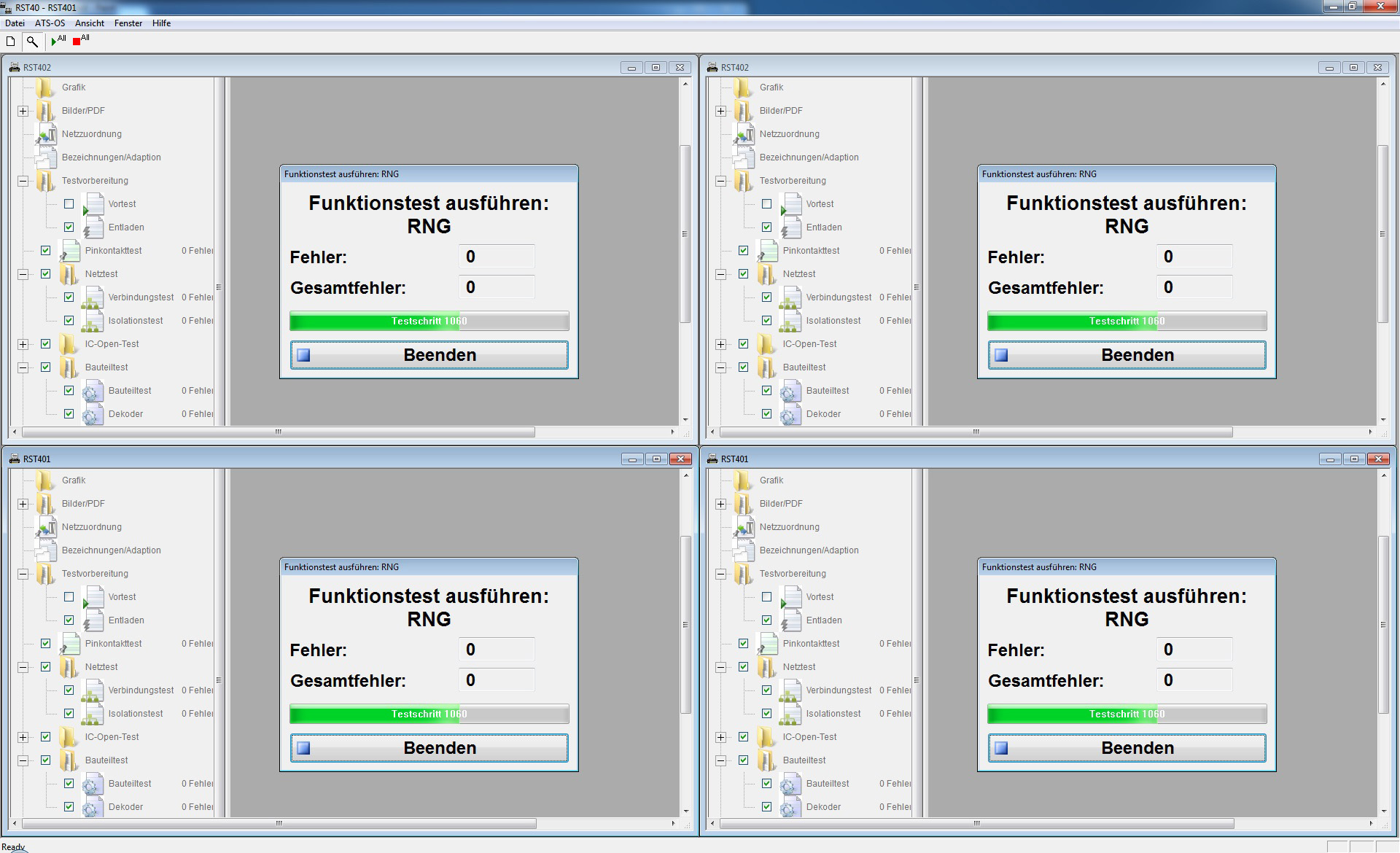 Es kommt immer wieder vor, dass der Testplatz im Elektronikprüffeld der Flaschenhals in der Produktion ist. Das beruht teils auf immer umfangreicher werdenden Tests, aber auch darauf, dass auf den Prüfplatz mit dem Nadelbett neben dem standardmäßigen Incircuit- und Funktionstest immer mehr Aufgaben zukommen, wie z. B. Flashen von ICs, Abgleichen oder Kennzeichnen. Die eigentlich stetig steigende Testsystemgeschwindigkeit kann das jedoch nicht abfangen. Deshalb wird ein paralleler Dreifach- oder Vierfachtest durchgeführt, genauso wie auch ein gemischter Test mit dem Incircuittest an einem Testplatz und dem Funktionstest am zweiten Testplatz u.a.m. Mit dem so genannten Projektnutzen, z. B. mit 3 verschiedenen Baugruppen, können verschiedene Typen von elektronischen Baugruppen gleichzeitig getestet werden. Mit dem REINHARDT-Testsystem war das schon seit langem möglich, wenn auch nicht so komfortabel programmierbar wie bei REINHARDT gewohnt.
Es kommt immer wieder vor, dass der Testplatz im Elektronikprüffeld der Flaschenhals in der Produktion ist. Das beruht teils auf immer umfangreicher werdenden Tests, aber auch darauf, dass auf den Prüfplatz mit dem Nadelbett neben dem standardmäßigen Incircuit- und Funktionstest immer mehr Aufgaben zukommen, wie z. B. Flashen von ICs, Abgleichen oder Kennzeichnen. Die eigentlich stetig steigende Testsystemgeschwindigkeit kann das jedoch nicht abfangen. Deshalb wird ein paralleler Dreifach- oder Vierfachtest durchgeführt, genauso wie auch ein gemischter Test mit dem Incircuittest an einem Testplatz und dem Funktionstest am zweiten Testplatz u.a.m. Mit dem so genannten Projektnutzen, z. B. mit 3 verschiedenen Baugruppen, können verschiedene Typen von elektronischen Baugruppen gleichzeitig getestet werden. Mit dem REINHARDT-Testsystem war das schon seit langem möglich, wenn auch nicht so komfortabel programmierbar wie bei REINHARDT gewohnt.Aus diesem Grund wurde das REINHARDT-Synchrotestmodul RST 40 entwickelt, das es auch jemandem erlaubt, der nicht tief vertraut mit der Netzwerkprogrammierung (z. B. C++ oder Visual Basic) ist, die REINHARDT-Testsysteme in einem Netzwerk zu integrieren. Mit 4 Systemen ist so eine Prüfzeitersparnis von 400 % möglich.
Mit diesem Softwaremodul ist auch eine Fernprogrammierung, -diagnose und -steuerung über das Netzwerk möglich, so dass von einem beliebigen Ort aus ein oder mehrere Testsysteme gesteuert, überwacht oder auch geprüft werden können.
Manueller Prüfadapter Typ 82 C mit 480 x 320 mm Nutzfläche
 Für den automatischen Test von elektronischen Flachbaugruppen ist vor allem für den Incircuittest eine Kontaktierung über gefederte Kontaktstifte notwendig. Der neue Prüfadapter Typ 82C mit seiner Nutzfläche von 480 x 320 mm hat eine zweireihige Schnittstelle und schließt so die Lücke zwischen der Adapterserie 42 und 52. Auf diesem Prüfadapter können auch Baugruppen, die im Nutzen in gängigen Trays gefertigt werden, komplett kontaktiert werden. Der Prüfadapter Typ 82C erfüllt die stetig wachsenden Anforderungen an Führungspräzision, Durchsatz, Bedienkomfort und Lebensdauer.
Für den automatischen Test von elektronischen Flachbaugruppen ist vor allem für den Incircuittest eine Kontaktierung über gefederte Kontaktstifte notwendig. Der neue Prüfadapter Typ 82C mit seiner Nutzfläche von 480 x 320 mm hat eine zweireihige Schnittstelle und schließt so die Lücke zwischen der Adapterserie 42 und 52. Auf diesem Prüfadapter können auch Baugruppen, die im Nutzen in gängigen Trays gefertigt werden, komplett kontaktiert werden. Der Prüfadapter Typ 82C erfüllt die stetig wachsenden Anforderungen an Führungspräzision, Durchsatz, Bedienkomfort und Lebensdauer. Der Prüfadapter kann sowohl im Incircuit- als auch im Funktionstest eingesetzt werden und ist für die beidseitige Kontaktierung konzipiert. Die untere und die optionale obere GFK-Platte sind aus demselben Basismaterial gefertigt und können in Schubladentechnik für einen anderen Prüfling einfach ausgetauscht werden. Das macht dieses Adaptionssystem so kostengünstig, u. a. mit kurzen Rüstzeiten. Im Grundgehäuse ist seitlich links und rechts ein 7-poliger Stecker mit Kontakten bis zu 6 A und 250 V vorhanden. Zum Einmessen (Debugging) von neuen Prüfprogrammen kann man diesen Adapter im geschlossenen Zustand (Platine kontaktiert) hochklappen, so dass die Nadelanschlüsse für Messaufgaben zugänglich sind.
Universell justierbarer Prüfadapter Typ UJ 20
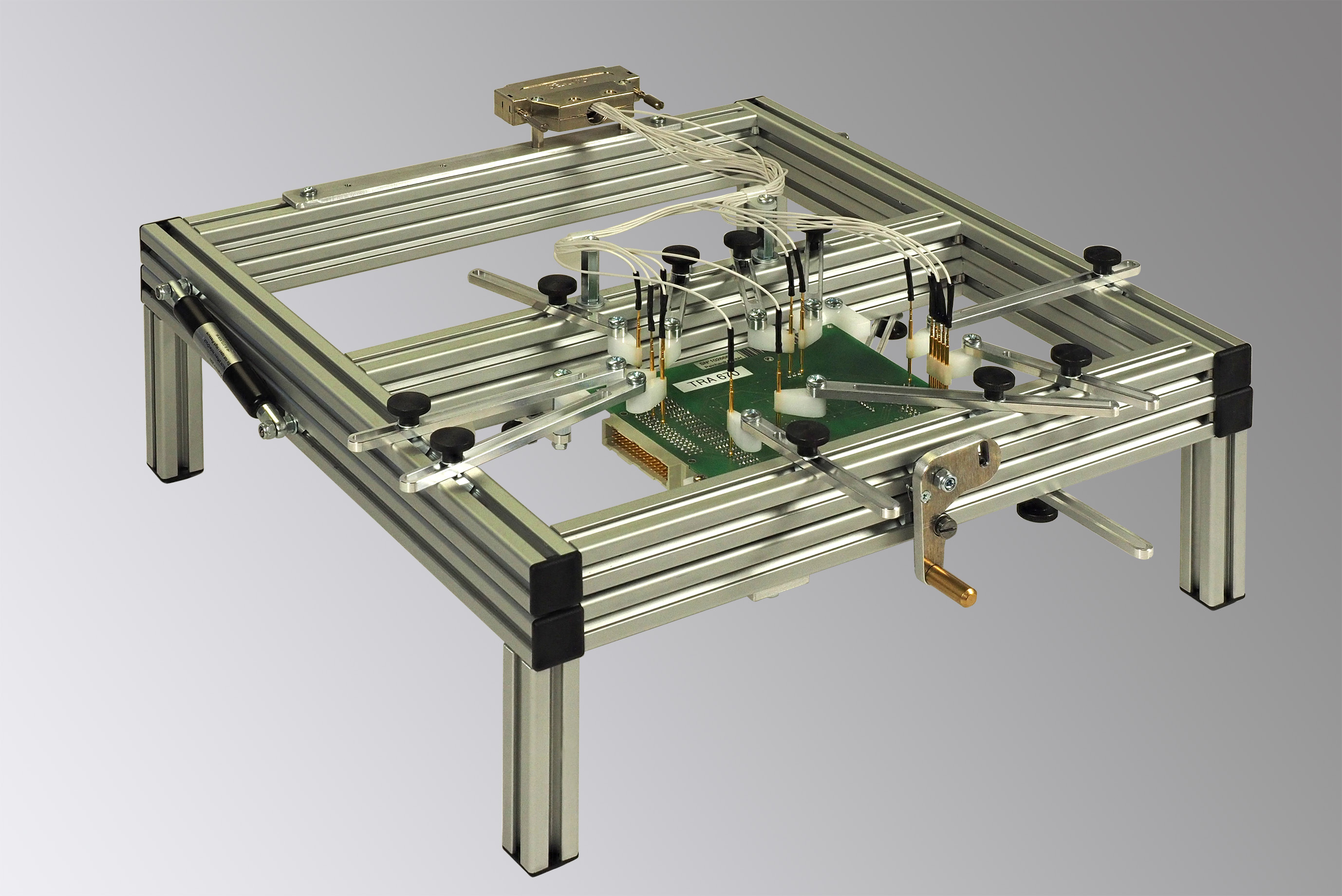 Damit auch einzelne elektronische Flachbaugruppen oder kleinste Serien in der Entwicklung von elektronischen Flachbaugruppen, im Prototypentest, im Funktionstest bei Kleinserien oder beim Flashen kostengünstig über gefederte Kontaktstifte kontaktiert werden können, wurde der universell justierbare Adapter Typ UJ 20 entwickelt. Damit kann mit einem entsprechenden Testsystem ein Funktionstest durchgeführt oder/und auch die Baugruppe programmiert werden.
Damit auch einzelne elektronische Flachbaugruppen oder kleinste Serien in der Entwicklung von elektronischen Flachbaugruppen, im Prototypentest, im Funktionstest bei Kleinserien oder beim Flashen kostengünstig über gefederte Kontaktstifte kontaktiert werden können, wurde der universell justierbare Adapter Typ UJ 20 entwickelt. Damit kann mit einem entsprechenden Testsystem ein Funktionstest durchgeführt oder/und auch die Baugruppe programmiert werden.Die Firma REINHARDT hat seit vielen Jahren ein Konzept entwickelt, mit dem Adaptionen mit dem Adapter-Erstellungscenter sehr kostengünstig hergestellt werden können. Mit diesem Adapter-Erstellungscenter liegen die Wiederholungskosten für die Adaption typisch zwischen 350 und 800 € netto.
Der neue Prüfadapter Typ UJ 20 ist mit justierbaren Führungsecken, Führungskanten und Führungsstiften ausgestattet, mit denen der Prüfling in der Adaptionsvorrichtung wiederholt exakt positioniert wird. Mit typisch 1 bis 2 Minuten geht die erstmalige Einstellung sehr schnell von der Hand. Als nächstes müssen die gefederten Kontaktstifte positioniert werden, die später über die obere Klappe auf die elektronische Flachbaugruppe mit ihren Kontaktierungspunkten drücken. Die gefederten Kontaktstifte sind an Armen befestigt, die sich in alle horizontalen Positionen ausrichten lassen und mit einer Rändelschraube fixiert werden. Die gefederten Kontaktstifte werden über Kabel mit einem Übergabestecker verbunden, der wiederum mit dem entsprechenden Testequipment verbunden wird.
Das Grundpaket umfasst 5 Kontaktierungsarme 85 mm, 5 Kontaktierungsarme 120 mm, 1 Führungsecke fest, 3 Führungsecken, 2 Kantenführungen und 4 Führungsstifte.
AAE-CNC 2 Erstellungscenter für Nadelbettadapter

Mit diesem Adaptererstellungscenter (ab 9.800 EUR netto) erstellen Sie in Verbindung mit einem REINHARDT-Testsystem einen Nadelbettadapter in weniger als einem Tag – Konstruktion, Erstellung und ICT-Verdrahtung inbegriffen. Dieses Konzept ist so entwickelt, dass auch ein Elektroniker ohne mechanische Ausbildung so ein Nadelbett präzise erstellen kann. Hier ist u.a. auch ein Wizard sehr hilfreich. Nicht als Geldsumme wiedergeben kann man den Faktor Spontaneität, wenn Sie ohne Zuhilfenahme von Zulieferern selbständig im eigenen Haus binnen Stunden Ihre Adaptionslösungen schaffen können.
Mit der ATSGERBII Gerberbearbeitungssoftware von REINHARDT können aus den CAD-Gerberdaten die erforderlichen Koordinaten für die gefederten Kontaktstifte, Fangstifte und Ausfräsungen generiert werden. Mit diesen Daten werden die Bohrungen für gefederte Kontaktstifte mit 100 mil, 75 mil und 50 mil und Platinenzentrierungen mit höchster Präzision (10–20 µm) erstellt. Mit der gleichen Präzision, mit der die Bohrungen ausgeführt worden sind, werden die gefederten Kontaktstifte (100 mil und 75 mil) und Platinenzentrierungen automatisch hochpräzise eingepresst. Durch das automatische Setzen wird die Tiefe der Nadeln reproduzierbar. Eine Flachbaugruppe kann mit SMD-Bauteilen und Durchsteckbauteilen bestückt sein. Da die gefederten Kontaktstifte einen begrenzten Arbeitsbereich haben, kann es erforderlich sein, dass manche Hülsen mit den gefederten Kontaktstiften tiefer gesetzt werden müssen. So entsteht ein 3D-Nadelbett. Das Tiefersetzen ist notwendig, wenn auf eine Lötstelle von einem bedrahteten Bauteil kontaktiert werden muss, das vielleicht 3 mm oder 4 mm über die Platine hinausragt.
Für die Verdrahtung kalkulieren wir großzügig 20 s pro Anschluss. Dafür wird willkürlich, d.h. von einem bereits vorverdrahteten Stecker zu den einzelnen Hülsen mit ihren gefederten Kontaktstiften verdrahtet (WireWrap-Verdrahtung). Die Zuordnung zu den Messkanälen des Testsystems erfolgt grafisch geführt über eine Identifizierungs- bzw. Suchprobe des REINHARDT-In-Circuit-Testsystems.
Neue Produktfamilie von Wetterstationen und Umweltsensoren

Die neue Wetterstation MWS 10 basiert auf den langjährigen Erfahrungen in Entwicklung und Produktion. Sie besitzt ein robustes Gehäuse aus Edelstahl und eine komplett neu entwickelte Elektronik (ARM7-Prozessor) und Sensorik der jüngsten Generation:
Sie misst Temperatur mit einer Auflösung von 0,025 °C mit einer maximalen Toleranz von 0,3 °C, Luftfeuchte, absoluten Luftdruck im Bereich von 300–1200 hPa mit einer Auflösung von 0,02 hPa, Taupunkt, Globalstrahlung von 0–1500 W/m2, Regenmenge, Windrichtung über einen Magnetfeldencoder mit einer Auflösung von 0,1 ° (0–360 °), Windgeschwindigkeit bis 200 km/h, Windspitze und Winddurchschnitt und Windchill.
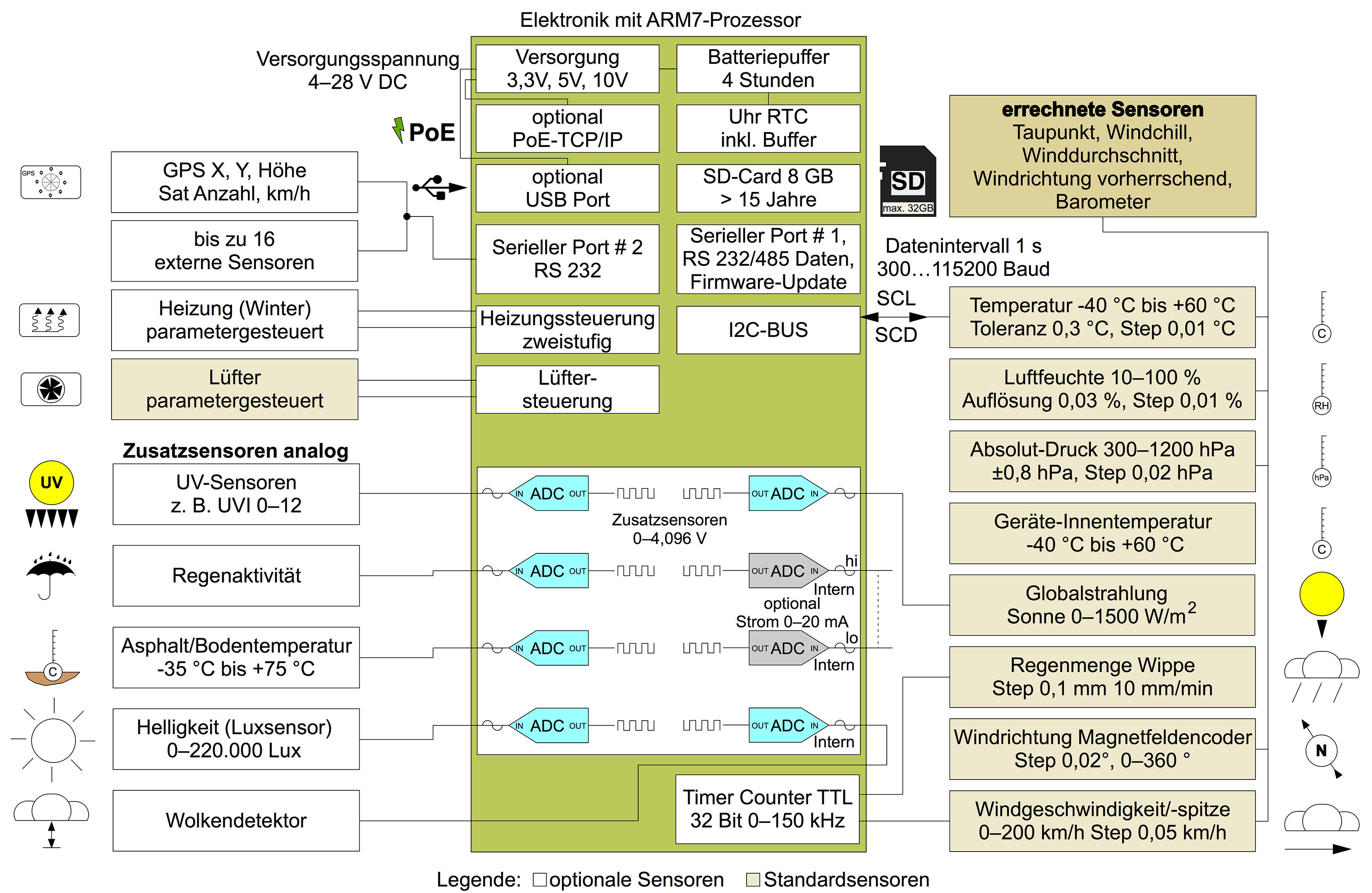
Die Sensoren für die Luftdruckmessung durchlaufen eine aufwendige Voralterung, das gewährt eine sehr hohe Langzeitstabilität. Bei der Luftfeuchtemessung wird über einen integrierten Lüfter zwangsbelüftet. Gegenüber anderen Messaufbauten reduziert das die Gefahr des Betauens dieses Sensorelements erheblich. Auch der Temperatursensor ist zwangsbelüftet. Der Lüfter kann durch Auswerten verschiedener Parameter angesteuert werden. Bei der neue Produktfamilie lässt sich die Heizung für den Ganzjahresbetrieb der Wetterstation parameterabhängig in zwei Leistungsstufen ansteuern: Wenn die Temperatur z. B. eine gewisse Schwelle unterschreitet und der Wind eine bestimmte Geschwindigkeit überschreitet, kann auf eine höhere Heizleistung geschaltet werden, selbstverständlich mit Hysteresen und Nachlaufzeiten.
Alle Sensoren sind kalibrierfähig bis zu max. 6 Punkte.
Die jüngste Generation der MWS-Wetterstationen bietet die Möglichkeit, zwei oder mehr Wetterstationen redundant zu betreiben und die Daten auf der Master-MWS 10 zu speichern und in einem gemeinsamen Datenstring auszugeben. Auch die Ausgabe der Differenz in diesem Datenstring ist möglich.
Die MWS 10 kann auch als autarke Umweltalarmierungs- und Schaltzentrale eingesetzt werden. Dafür stehen standardmäßig Schalt- und Steuerungsausgänge zur Verfügung. Die MWS 10 kann die Messwerte von bis zu 5 verschiedenen Parametern (auch von extern zugeführten Messdaten) verknüpfen. So kann z. B. wenn der Wind aus Süden kommt und eine Geschwindigkeit von 50 km/h in einem bestimmten Zeitfenster überschreitet, über die komfortable Software ein Schaltkontakt aktiviert werden, der z. B. ein Signalhorn betätigt und vor Gefahren warnt.
Eine optional herausgeführte USB-Schnittstelle verhält sich wie ein USB-Stick, so dass man die gespeicherten Daten sehr schnell auslesen kann. Es besteht auch die Möglichkeit, eine Webseite auf die interne SD-Karte aufzuspielen. Die Wetterstation kann über ein Web-Interface konfiguriert werden.
Wie gewohnt hat die Firma REINHARDT bei der Entwicklung der neuen Familie von Wetterstationen auf die Auswahl von hochwertigen Materialien geachtet, aber durch den engen Kundenkontakt der Entwicklung und Marktanalysen fließen ständig neue Erfahrungen ein.
Abmessungen: 215 mm hoch, 240 mm Durchmesser
Gewicht inkl. Netzteil: 2,9 kg
40 Jahre REINHARDT System- und Messelectronic GmbH
48 V-Technologie – Leistungselektronik und Funktionstest
 Ende der 90er Jahre wurde von einigen Automobilherstellern eine höhere
Bordspannung in 42 V-Technologie geplant, die jedoch scheiterte. Für die
damals bereits laufenden Entwicklungen hatten wir eine Generation an
Leistungselektronik entwickelt, mit DC-Quellen und elektronischen Lasten
bis zu 1 kW, die diese Anforderungen erfüllten. Der jetzige Anlauf mit
der 48 V-Technologie im Automotivebereich ist Erfolg versprechend, da
die hohen elektrischen Leistungen, die gefordert werden, keinen Ausweg
mehr zulassen. Man denke nur an Wankstabilisatoren, elektrische
Klimaanlage, Bremsenergierückgewinnung wie auch elektrische Lader für
den Verbrennungsmotor und vieles mehr. Darüberhinaus ermöglicht die
höhere Spannung die Reduzierung der Leitungsquerschnitte, die
Verkleinerung der Bauteile und so auch die Gewichtsreduzierung.
Ende der 90er Jahre wurde von einigen Automobilherstellern eine höhere
Bordspannung in 42 V-Technologie geplant, die jedoch scheiterte. Für die
damals bereits laufenden Entwicklungen hatten wir eine Generation an
Leistungselektronik entwickelt, mit DC-Quellen und elektronischen Lasten
bis zu 1 kW, die diese Anforderungen erfüllten. Der jetzige Anlauf mit
der 48 V-Technologie im Automotivebereich ist Erfolg versprechend, da
die hohen elektrischen Leistungen, die gefordert werden, keinen Ausweg
mehr zulassen. Man denke nur an Wankstabilisatoren, elektrische
Klimaanlage, Bremsenergierückgewinnung wie auch elektrische Lader für
den Verbrennungsmotor und vieles mehr. Darüberhinaus ermöglicht die
höhere Spannung die Reduzierung der Leitungsquerschnitte, die
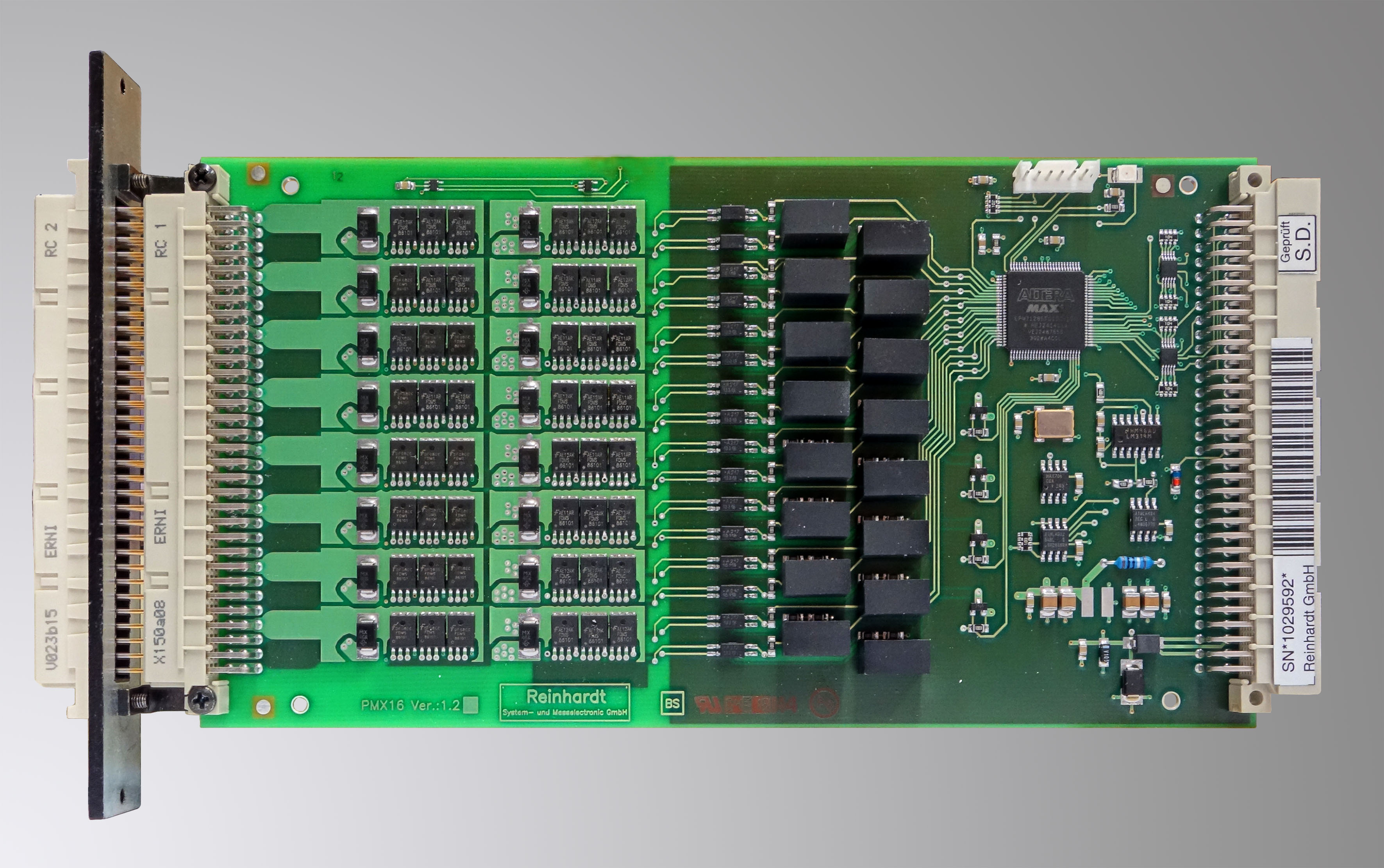
Verkleinerung der Bauteile und so auch die Gewichtsreduzierung.Der Funktionstest der REINHARDT-Testsysteme für Module und Flachbaugruppen wurde jetzt mit der Powermatrix PMX 16 erweitert. Dieses optionale Modul wurde für die Testsystemfamilie ATS-KMFT 670 entwickelt. Es hat 16 Kanäle und schaltet pro Kanal bis zu 1000 W bei einer max. Spannung von 100 V und 10 A Strom. Das Modul basiert auf Power-MOSFETs, ist bipolar und zeichnet sich durch niedrige Übergangswiderstände und schnelle Schaltzeiten aus. Für andere Prüfaufgaben kann es auch AC-Signale schalten. Bis zu 4 Stück dieses Moduls können in das Testsystem eingesetzt werden. Die Powermatrix PMX16 ergänzt so die bereits vorhandenen Module wie die Hochspannungsstimulierungsmatrix HSM670 (bis 1500 V, 5 A) oder die Leistungsmatrix LMX (max. 16 A, AC 425 Vpk, 300 Veff, DC 300 V).
Selbstverständlich unterstützt sowohl die Messtechnik wie auch die Oberflächenprogrammierung des ATS-KMFT 670 diese Powermatrixkarte. Auch bei dieser Baugruppe greifen die einzelnen REINHARDT-Module des inlinefähigen Testsystems perfekt in einander und Systemverantwortung und Kalibrierfähigkeit sind gegeben.
RBS100 REINHARDT Boundary Scan
 BOUNDARY SCAN-Test muss nicht teuer sein
BOUNDARY SCAN-Test muss nicht teuer sein1. Boundary Scan-Testprogrammerstellung in 2-3 Stunden
2. Für REINHARDT-Anwender fallen nur 1-2 Stunden Schulung an.
3. Soft- und Hardware RBS 100 6.800 € netto
Nicht nur aus Gründen der Produkthaftung ist das Testen elektronischer Baugruppen ein Muss, eine "0 Fehler"-Produktion ist Wunschdenken. Ein bewährtes Verfahren ist der klassische Incircuittest, der sicher, schnell und sehr kostengünstig ist, mit anschließendem Funktionstest. Gelegentlich kommt er aber aus physikalischen Gründen an seine Grenzen, da die Netze (Leiterbahnzüge) über gefederte Kontaktstifte nicht kontaktiert werden können. Das wird verursacht durch die immer stärker werdende Miniaturisierung, Mehrlagenplatinen (immer öfter mehr als 10 Lagen) mit z. B. IC-Gehäuseformen wie BGA, PLCC ..., die sich aus funktionstechnischen Gründen auch noch gegenüberstehen müssen (ein IC auf der Unterseite der Leiterplatte, das andere auf der Oberseite direkt gegenüber), um möglichst kurze Leiterbahnzüge zu haben und damit kurze Signallaufzeiten, geringere Kapazitäten und Induktivitäten.
 An diesen Stellen kann das Boundary Scan-Verfahren zum Einsatz kommen.
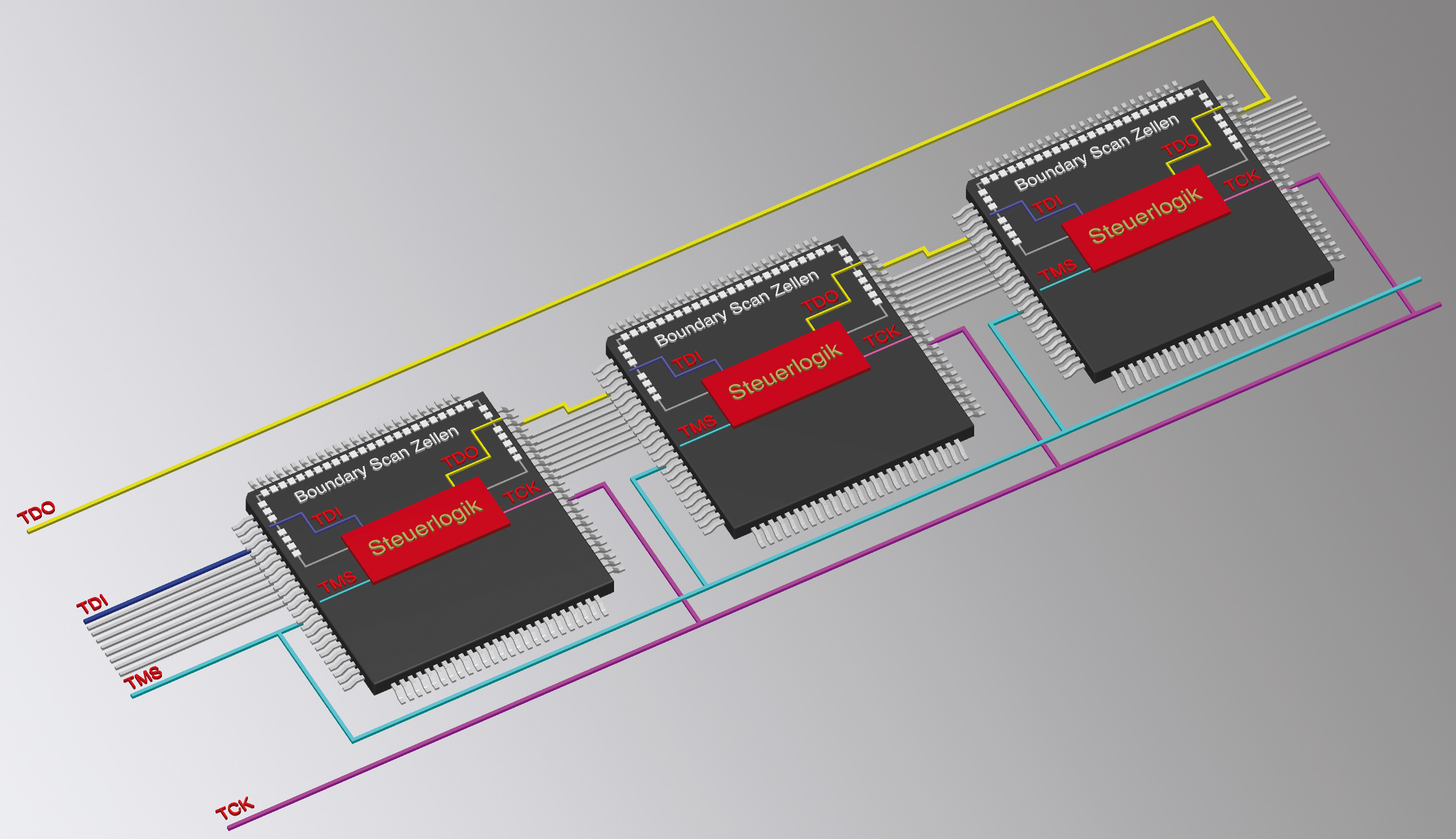
Beim Boundary Scan benötigen die ICs u. a. zusätzliche Boundary
Scan-Zellen (Latches), mit denen Signale in die zu prüfende Schaltung
eingeprägt werden können. Diese Zellen können als Treiber (High oder
Low) oder als Comparator (misst den anliegenden Logikpegel) betrieben
werden. Die Boundary Scan-Zellen der ICs sind seriell in Ketten
verbunden und werden mit Treibersignalen beaufschlagt, die Treiberpegel
müssen an den angeschlossenen IC Pins des weiteren Boundary Scan-fähigen
Bauteils anliegen und können über den Scanpfad erfasst werden. Ein
Boundary Scan-fähiges IC besitzt 4 Steuerungs- und Datenpins, einmal die
Leitung TDI (TestDatenEingang), TDO (TestDatenAusgang), TCK (Testclock)
und den TMS (TestModeSelect). Im Normalbetrieb (nicht Testbetrieb) sind
diese Zellen passiv und haben keinen Einfluss auf die Schaltung, das
heißt, es gibt keinen Unterschied zu den ICs ohne Boundary
Scan-Funktionalität.
An diesen Stellen kann das Boundary Scan-Verfahren zum Einsatz kommen.
Beim Boundary Scan benötigen die ICs u. a. zusätzliche Boundary
Scan-Zellen (Latches), mit denen Signale in die zu prüfende Schaltung
eingeprägt werden können. Diese Zellen können als Treiber (High oder
Low) oder als Comparator (misst den anliegenden Logikpegel) betrieben
werden. Die Boundary Scan-Zellen der ICs sind seriell in Ketten
verbunden und werden mit Treibersignalen beaufschlagt, die Treiberpegel
müssen an den angeschlossenen IC Pins des weiteren Boundary Scan-fähigen
Bauteils anliegen und können über den Scanpfad erfasst werden. Ein
Boundary Scan-fähiges IC besitzt 4 Steuerungs- und Datenpins, einmal die
Leitung TDI (TestDatenEingang), TDO (TestDatenAusgang), TCK (Testclock)
und den TMS (TestModeSelect). Im Normalbetrieb (nicht Testbetrieb) sind
diese Zellen passiv und haben keinen Einfluss auf die Schaltung, das
heißt, es gibt keinen Unterschied zu den ICs ohne Boundary
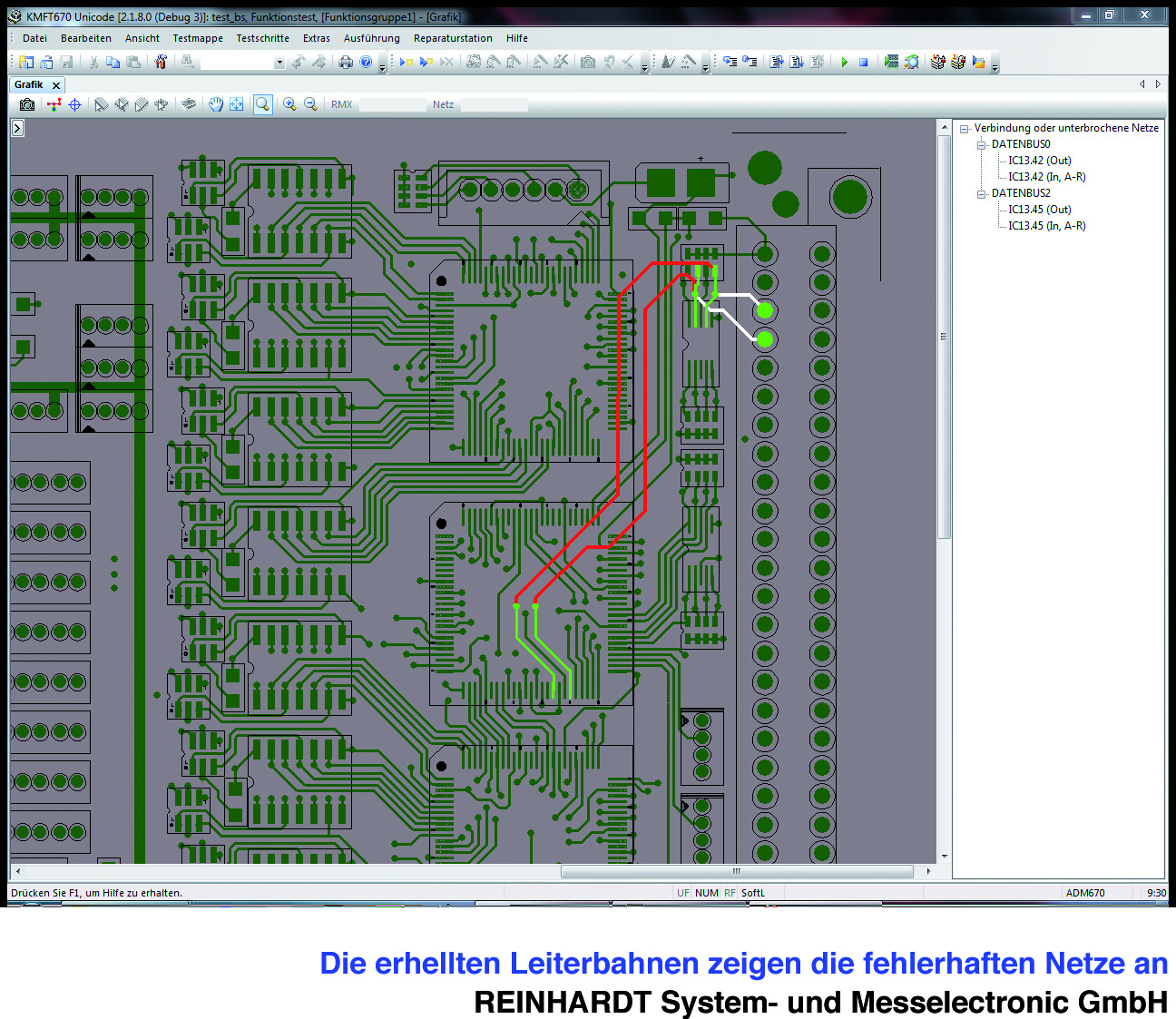
Scan-Funktionalität.Mit diesen Verfahren können also Kurzschlüsse und Unterbrechungen an den angeschlossenen Boundary Scan-fähigen ICs geprüft werden. An diese Leitungen evtl. angeschlossene passive Bauteile wie Widerstände, Kondensatoren, Schutzbeschaltungen können nicht geprüft werden
Diese Boundary Scan-Testmöglichkeiten müssen vom Entwickler der Baugruppe im Design eingebunden werden, d. h. die Baugruppe muss mit einer JTAG-Schnittstelle versehen sein und die Boundary Scan-ICs angeschlossen werden. Meist ist bei solchen Baugruppen bereits eine Schnittstelle vorhanden, weil das zum Flashen verwendet wird.
Das klingt zunächst eimal einfach und plausibel, aber wie kommt man zu einem Testprogramm? Hier scheiden sich die Geister, denn Testprogrammerstellungskosten für Boundary Scan von 3.000 bis 10.000 € werden als ganz normal hingenommen. Dazu kommen noch hohe einmalige Kosten für die Software und Hardware der jeweiligen Anbieter.
Es gibt nur wenige Elektronikproduzenten, die es sich leisten, diese Boundary Scan-Prüfprogramme selbst zu generieren. Das kommt daher, dass fundamentale Programmierkenntnisse gefordert sind und auch Schulungen von 1 Woche und mehr.
 Die Firma REINHARDT System- und
Messelectronic GmbH hat viele Jahre als Vermittler mit renommierten
Herstellern von Boundary Scan-Lösungen zusammengearbeitet, die auch für
unsere Kunden Lösungen geschaffen haben, jedoch zu horrenden Preisen,
mit langen Lieferzeiten und ohne grafische Fehlerortdarstellung und jede
Änderung musste vom Anbieter durchgeführt werden. Diese immer wieder
von Kunden monierten Nachteile haben uns vor einigen Jahren ermuntert,
das Projekt Boundary Scan zusammen mit unseren Anwendern selbst
anzugehen.
Die Firma REINHARDT System- und
Messelectronic GmbH hat viele Jahre als Vermittler mit renommierten
Herstellern von Boundary Scan-Lösungen zusammengearbeitet, die auch für
unsere Kunden Lösungen geschaffen haben, jedoch zu horrenden Preisen,
mit langen Lieferzeiten und ohne grafische Fehlerortdarstellung und jede
Änderung musste vom Anbieter durchgeführt werden. Diese immer wieder
von Kunden monierten Nachteile haben uns vor einigen Jahren ermuntert,
das Projekt Boundary Scan zusammen mit unseren Anwendern selbst
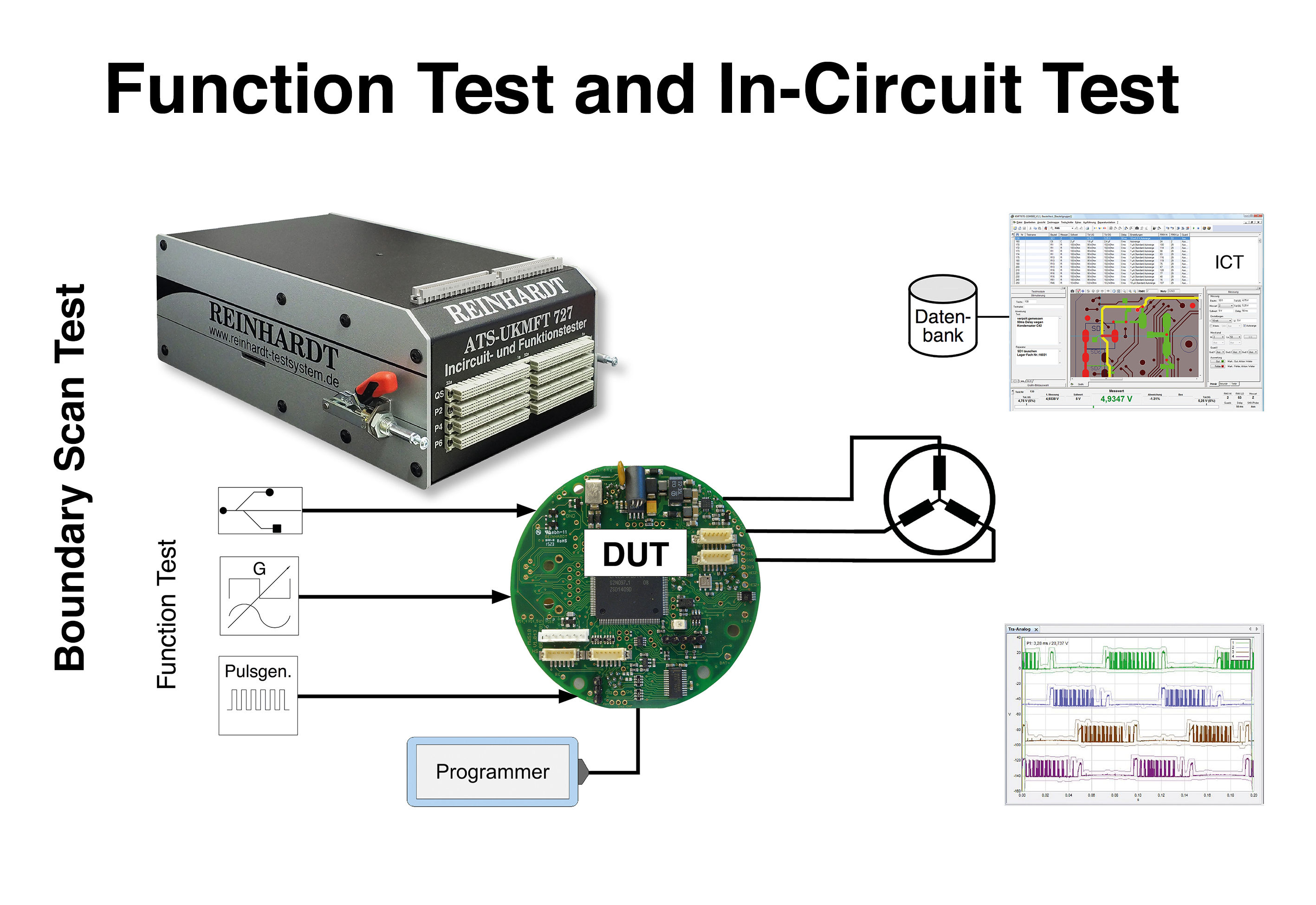
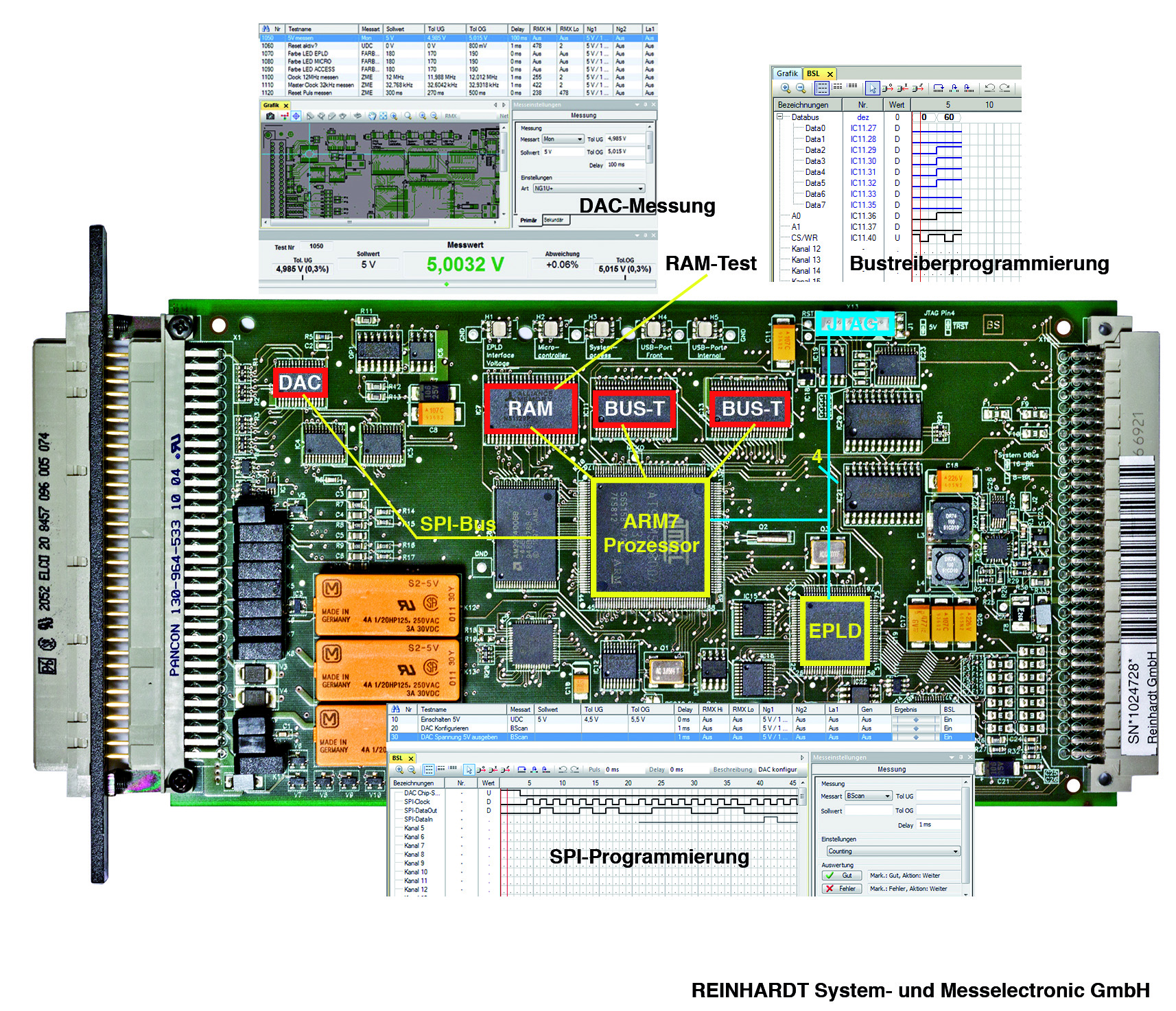
anzugehen.Das Editier- und Testpaket RBS100 (REINHARDT Boundary Scan) wurde für REINHARDT-Testsystemanwender entwickelt und konzipiert und ist wie das bisherige Konzept für Incircuit- und Funktionstest eine Programmerstellungssoftware von Praktikern für Praktiker. Es gibt keine kryptische Programmierung. Nach mittlerweile 3 Jahren Einsatz beim Kunden hat sich herauskristallisiert, dass es für Anwender von REINHARDT-Testsystemen lediglich 1-2 Stunden Schulung bedarf. Die Prüfprogrammerstellung eines Boundary Scan-Tests mit grafischer Fehlerortdarstellung ist in 1-3 Stunden abgeschlossen, was schon fast ein Alleinstellungsmerkmal ist.
Das RBS100-Paket setzt nur wenige Daten voraus: Von den Boundary Scan-fähigen ICs wird die BDSL-Datei benötigt, die jeder IC-Hersteller im Internet bereitstellt und die Gerberdaten, das sind die Daten, die der Leiterplattenhersteller für die Bareboard-Produktion benötigt. Wenn vorhanden, kann von den CAD-Daten auch eine Netzliste mit eingebunden werden. Bei der Programmerstellung müssen wie in einem Wizard nur einige Punkte abgearbeitet werden, um ein lauffähiges Prüfprogramm für Kurzschluss und Isolationstest zu erhalten. REINHARDT System- und Messelectronic bietet seit 1979 eigene Testsysteme an, die immer über eine transparente, plausible Fenstertechnik programmiert werden. Das Testsystem bietet zusätzlich die Möglichkeit, den Funktionstest mit den Möglichkeiten des Boundary Scan Tests zu kombinieren. Auf der abgebildeten Flachbaugruppe können zwei Bauteile über die JTAG-Schnittstelle kontaktiert werden, der Atmel ARM7-Mikroprozessor und das EPLD. Alle weiteren Bauteile sind nicht Boundary Scan-fähig. Bei der Entwicklung dieser Baugruppe wurde aus Kostengründen bewusst auf Boundary Scan-fähige Bauteile verzichtet, weil es bei manchen ICs unverhältnismäßig ist: Die beiden 16 Bit bidirektionalen Bustreiber kosten ohne 0,47 $ und mit Boundary Scan 4 $. Über Boundary Scan können diese Bustreiber-ICs angesprochen bzw. programmiert werden, und zwar in der grafischen Logikoberfläche. Das Umsetzen in den richtigen Boundary Scan-Befehl übernimmt die RBS100-Software. Die Ausgänge der beiden 16 Bit Bustreiber können dann mit den meist standardmäßigen bidirektionalen Logikkanälen des Testsystems geprüft werden. Auf dieser Baugruppe befindet sich außerdem ein Digital-Analog-Converter IC, das ebenfalls vom Mikroprozessor angesteuert wird. Auch für diesen über SPI-Bus angesteuerten ADC wird in der komfortablen Logikoberfläche das entsprechende Bitmuster grafisch programmiert. Wieder übernimmt die RBS100-Software das Umsetzen. das REINHARDT-Testsystem hat neben dem digitalen Logiktest natürlich auch ein universelles Messsystem, in das u.a. eine DC-Präzisionsmessung integriert ist. Wie abgebildet wird im Logikformular der gewünschte serielle SPI-Befehl programmiert, damit die entsprechende Gleichspannung am Ausgang des DACs anliegt, in unserem Fall 5 V, die mit einer Toleranz von 0,3 % gemessen werden. Dieses Paket ermöglicht es u.a. dem Dienstleister (EMS), eine Baugruppe gezielt auf Funktion zu testen, ohne zu wissen, wie der Prozessor programmiert werden muss, damit er den entsprechenden Befehl für den DAC ausgibt. So einfach lassen sich verschiedene Prüf- und Programmierverfahren mit einander verbinden. Das ist nur möglich, wenn alle Module aus einem Haus kommen (Entwicklung, Produktion, Vertrieb, Support). Mit dieser Kombination von RBS100 REINHARDT Boundary Scan-Modul mit Incircuit-Funktionstestsystem ATS-KMFT 670 können Sie ein komplettes Projekt einschließlich Adapterherstellung und Verdrahtung innerhalb von zwei Arbeitstagen durchziehen.
